Hi everyone, new member here. I’ve had my Ender 3 for several years now and recently started experiencing some clicking and under extrusion on anything that I try printing, EXCEPT in vase mode. If I’m printing something that can utilize vase mode, it prints flawlessly.
I have upgraded the extruder to a metal design from the plastic stock unit, upgraded to direct drive instead of the bowden tube, bed is level, checked the hot end to make sure it wasn’t backing up in there somehow, brand new nozzle, basically everything I could think of checking. I’m just super confused as to why it’ll work perfectly in vase mode, but anything else it will do fine for the first 3-5 layers and then start clicking and under extruding.
Any ideas as to what else I can check? All upgrades listed above were done before this issue started, and worked perfectly for the last 2-3 years by the way.
The clicking sounds like the extruder is skipping which can cause under extrusion. If the first few layers are good then it may be heat creep. It starts up printing OK but as the heat creep sets in you get problems in the hot end. Heat creep can be caused by insufficient cooling of the hot end. Has something changed in your fans etc.
If your fans haven’t changed, try removing the hot end fan and looking at your heat sink - the bright red thing behind the fan. The fins on it might be full of dust which would not allow proper airflow and significantly decrease the effectiveness of cooling where it is needed the most allowing heat creep.
Also check your extruder gear to see if it is clogged full of filament and therefore cannot get a great grip on the filament.
Why only VASE mode works I cannot explain - my first thought would be perhaps a bed levelling issue where the bed is much too close, but you have already thought of that.
Is the new hotend an “all metal” heat break or is there a bit of tubing in there. If it is not an all metal heat break and there is tubing in there, some direct drive extruders do have that and the tube is not cut perfectly straight then the nozzle can get partially blocked but still prints. Filament oozes out between the tube and the metal and cause the problems you described.
Welcome to the forum, Glad you found us here in our little corner of the interweb.
If I ever have a problem with extrusion or clicking the first thing I would do is raise your normal printing temp by 10 deg and run a 100mm extrusion test and verify that is accurate. If it’s not accurate it’s more than likely mechanical in nature.
My first knee-jerk Is to have a look at the last thing done. not sure of your fan setup on the hot end but maybe the fan got reinstalled blowing in the wrong direction? (similar to heat creep but harder to spot)
Next, I would try to just reduce your print speed by 25%. this will tell you very quickly if the problem is in your hot end or in the filament. If you reduce your print speed it will allow the heater block to maintain true temp a little longer and hopefully allow for proper extrusion. If the clicking still happens there is a physical problem in the hot end somewhere or within the filament path.
The hotend was replaced with a “stock” hot end, looked identical. It was purchased from eBay as a stock Ender 3 hotend.
There is a very small length of tubing inside, but I made sure that i made the cut perfectly square to avoid this issue. I’ve even taken apart everything to make sure nothing was backing up into the hotend.
I raised my print temp up 5 degrees and its minimized the clicking and under extrusion, but hasn’t completely eliminated it.
umm, that sounds like a filament problem, Odd was not expecting that.
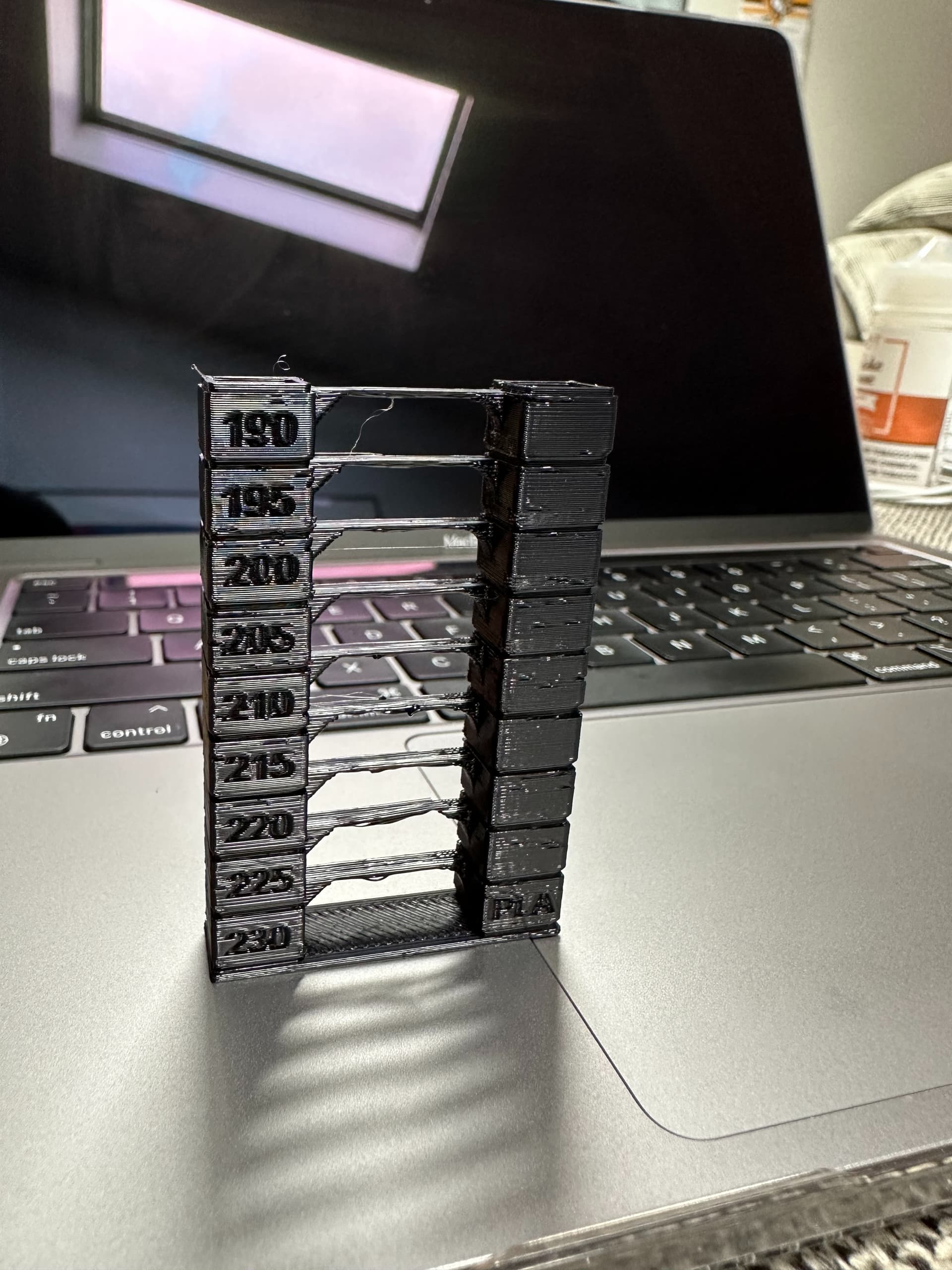
Are you able to run a temp tower on this filament and check if maybe this batch has a higher print temp than previous ones if you are using the same filament?
What temps are you using on the nozzle?
is this a filament you have successfully printed with in the past?
I supposed it could be the filament. I have 5-6 spools that are a few years old, but I keep them in a sealed container with desiccant packs in there. I’m printing the temp tower now, so I’ll report back when that’s finished.
220 should do it for PLA, unless it’s lost the PIDtune and is out of the band by 2 or 3%, which may kick it low enough to cause the clicking. I would not recommend this usually but bump it to 235 and do the extrusion test again, If it stops clicking, we know it temp related.
The next steps would be to run a pid tune and try the extrusion test again at 215, 220 and 230, see if there is any difference before and after.
I would suspect it will stop clicking at a lower temp.
proportional–integral–derivative controller
Go to this link and it will melt your brain out but still explain it. Basically it controls the heater element so your temp remain in range.