There can be a number of reasons why this is occuring! Take a look at the following possibilities/solutions.
You may be experiencing under-extrusion. In your slicer, make sure you have selected 1.75mm and not 2.85mm
You may have microclogs that are causing the under-extrusion. For this, you will need to disassemble the hotend, and clean the Bowden gap, the ptfe liner, and the rest of the hotend to eliminate any possible clogging.
The extruder drive gears may be the cause as well. They may be too loose. Please perform a 100mm test. Measure out 100mm from the extruder, mark that length with a Sharpie, heat nozzle to operating temperature, ask printer to feed 100mm of filament, wait for it to finish its cycle, measure distance remaining between the extruder and the Sharpie mark. This distance will tell you how much you are under extruding. Anything between 0 – 5mm is acceptable and common (factory tolerance). If the distance exceeds this range, look for binding in your Bowden tube and gears, increase tension on the extruder(s), and reperform this test multiple times until you reach the acceptable range. If you have recently changed the extruder drive gears, you may need to adjust your M92 settings in your firmware.
You may also be printing too quickly. I’ve been experimenting with this myself this week and the results when you push it too far, are much as you described.
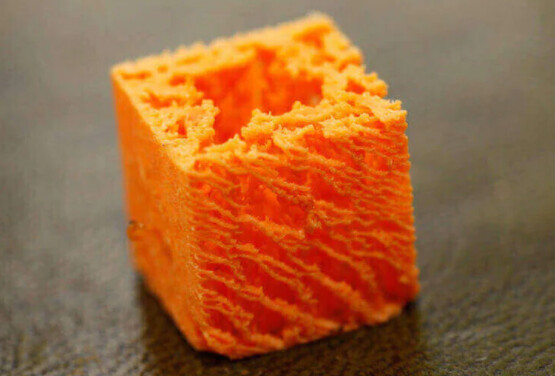
Another possibility is that you may have your layer height set too high. The new layer has to bond to the old layer below it, but if it comes out too high, it makes very little contact. Think of a log cabin where the rounded logs barely touch each other on their curved surfaces. What you really want is something more like a brick house where the bricks contact each other on a flat, spread-out surface. It’s much stronger.
Two other problems relate to heat. For the new layer to stick properly to the lower layer, it has to come out molten and stay molten long enough to partially melt the top of the layer below it. If it cools too quickly, it doesn’t bond properly. Try either raising your hot-end temperature 5-10C. The other possibility, that I’ve encountered myself, is that the fan is cooling it down too quickly. In your slicer, reduce the fan speed to, say 80%.
I do the 100mm test for every spool of filament for that exact reason, and save the M92 steps in the GCode for that filament. Suprising difference between some
So if the 100mm test is out then we can adjust the number of steps for certain filament to get them on point? To not under or over extrude.
I’m assuming this is less of an issue with direct drive extruders?
In my limited experience, direct or bowden doesn’t matter much. The recommendation is to use slow speed, higher temp and 100mm to minimize any other effects. It seems to me it’s more to do with the diameter and flexibility of the filament, like with TPU, the teeth of the gear bite in more, effectively driving on a smaller radius. My PLA steps are around 100, PETG 106ish, and TPU 119. https://youtu.be/X3A9Ir2SreI
i have always used THIS GUIDE to setup my steps and extrusion multiplier. step by step, it is a great guide. i measure 120mm, mark the filament, extrude 100mm slowly, and what’s left should be 20mm to the mark. it gives you room to measure if it over or under extrudes.
When have I ever said I printed a LEGO brick? Or even own a non-LEGO brick.
(Full disclosure for the LEGO Inquisition: I did print one, but only one; I swear! It’s a light switch cover plate from Thingiverse that I mounted over the light switch in the LEGO room so I could adorn it with real LEGO since LEGO doesn’t make such a thing. Hopefully I won’t get burned at the stake for this.)
I am what is called a LEGO purist; if I find a LEGO cache at a garage sale or whatever, I sort through it and throw out (actually, donate) any and all non-LEGO pieces. I used to belong to a LEGO group in Toronto (RTLToronto) that held LEGO robotics competitions. The rules were very strict so as to have a level playing field for all competitors: absolutely no non-LEGO parts allowed. You also couldn’t drill them, file them, glue them or otherwise modify them. If you put a sticker on them (allowed) you couldn’t cover multiple bricks with it to ensure the strength of your model was dependent entirely on your design and not held together with any kind of tape masquerading as a sticker.