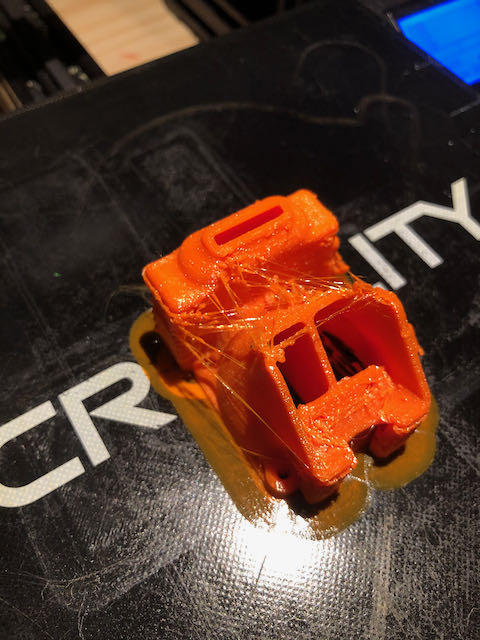
Hi all, as my photos show I really need help controlling stringing.
Ender 3 Pro
Microswiss hotend + Microswiss direct extruded
Material Euro PETG
Nozzle 240C
Bed 80C
Retraction 2mm
Retraction speed 50mm/s
Hi all, as my photos show I really need help controlling stringing.
Ender 3 Pro
Microswiss hotend + Microswiss direct extruded
Material Euro PETG
Nozzle 240C
Bed 80C
Retraction 2mm
Retraction speed 50mm/s
The settings you are using already has a lot of retraction for a drive. My first guess jousting from the prints it isn’t really retraction of heat but something else.
The simplest is a worn out nozzle. Personally I’d replace it as a first step and make sure there is no clog while it is open. (clog is unlikely but it is easy to do with a nozzle swap anyway.
Reduce the retraction speed to 25mm/s and do a retraction tower.
I run my Sovol at 4mm retraction / 25mm/s and have NO strings at all. I also run my hotend at 250, but the retraction settings are what cured my PETG stringing.
240 on the euro PetG is a little high, I generally print the Euro about 225-230.
as @kitedemon referred that it may just be melting out of the nozzle. Have you tried a temp tower with the Filament just to see where its sweet spot is for printing?
Hi all sorry about the radio silence. I have been working through your suggestions and started running into heating problems. Replaced the thermistor cartridge , looks like temps is easier to reach now. I have a feeling this might have been the issue. Will report back soon.
Ok, here’s an update:
see the pics, it’s a world of a difference, there is still a little bit of stringing, but that is nothing compared to what was happening. Outside your suggestion, another thing that pointed me to the thermistor was watching temp fluctuations on Octopi graph. When my enclosure was open it would jump 2-3C each direction.
I am glad you got it sorted!
Alex
That’s awesome, looks like you got it all dialled in.