Euro PETG 1.75mm on Dremel 3D45. I increased the retraction to help with stringing to 4mm from 3mm and still does it. Machine set to 250C for nozzle and 70 for bed. This test print does not show any difference of temperate at what I thought the Cura based version gcode would vary at the appropriate height!
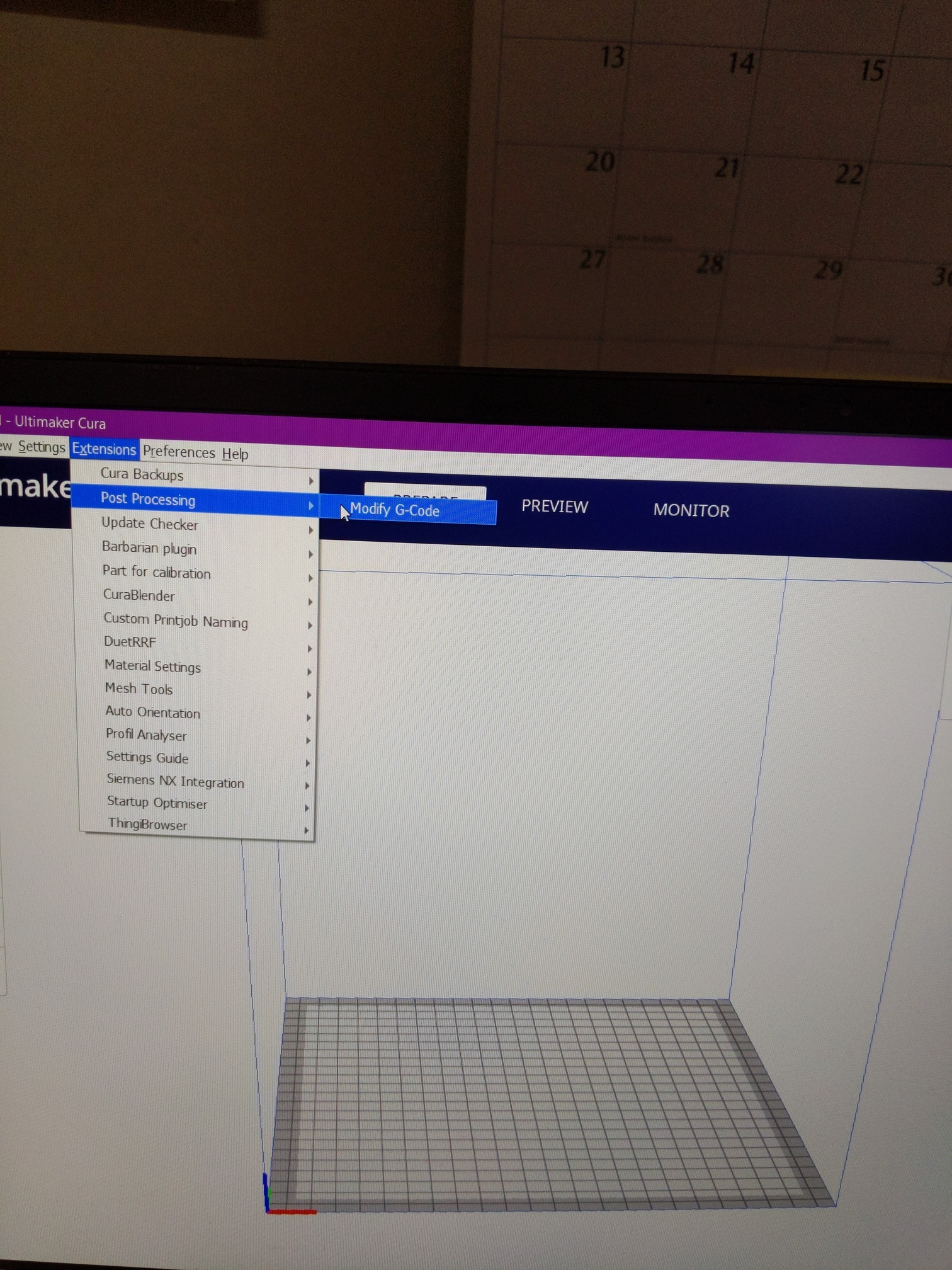
Give me a few minutes and ill send you a few pictures as a walkthrough. In the meantime boot up cura if you can, slice your temp tower and write down the layer # you want to have a temperature change
And thats it, keep adding exceptions for each temperature or speed change you wish to try. If your successful then youll see the temperature change on your 3d printer as it passes that layer.
Also there is a plugin in cura for calibration tests, though you need to do the setup for them like we just did here. Mostly its just a handful of quick files for doing different tests.
I have a feeling you’re possibly overextruding actually it looks like you’re overextruding causing extra blobs to come out also what speeds are you printing at cuz even though you play with retractions if you’re overextruding you’ll get stringing you should do a hollow cube and measure your width line with just one outline so you can measure the wall when the hollow cubes done to make sure it’s within the parameters you are asking for
example .4 nozzle with .4 extrusion with lines when you measure your wall it should be from .4 to .45 max if it’s higher you’re overextruding and need to lower your flow rate or extrusion multiplier depending on the slicer you’re using I see you are using Cura so it flow rate
Since have done the hollow cubes at 240C. Filaments under overhangs adhesion looks like fraying rope.
One done at 15° angle support and other at 90°. Not much difference in results. Lots of imperfections on the columns too.
the filament looks a little hot to me, I’m assuming you have your fan on 100%. The belt looks loose on either the Y or X-axis, depends on the print orientation.
Looks like you do not have the acceleration or jerk settings set up yet, I can see some ringing in the columns but that will come out after tuning.
what print speeds are you using? have you tried printing the same print slowly?