I don’t think we have either. Especially since I don’t think it would have much effect.
But here’s another interesting wrinkle.
Following the successful prints of older GCODE, I realized one thing I hadn’t done since making all the other adjustments. Trying the original slicer again. So I figured it’s worth eliminating that option.
Take a look at the pic. From left to right in order of size and complexity, and the same order I printed them. All on the original laptop, Cura 4.11, and the original profile.
Small Emblem, success
Medium block, success
Urn print, failure at approximately 45%
From that, I’m hypothesizing something - something is corrupting the printer’s ability to read or process the Z axis portion of the G0 commands. It isn’t immediate, but occurs during progression, so perhaps the printer can complete one or two small prints before it starts to fail or it completes a portion of a bigger print, then fails. The failure remains continuous for all layers about the base layers until something, somewhere resets, and the process starts over again.
Maybe I’m way off, but I can’t see what else makes sense in terms of a logical process.
Back row is the prior set of prints. Front row is the repeat with power off between each print.
I’m more convinced than ever that this is hardware at this point. Either something with the mainboard control for the Z Axis, the wiring, or the stepper motors, though I’m less than convinced it’s in the motors. The calibration cube I printed is higher than the two failed prints here, and the larger prior prints were much lower. I think it has to be a malfunction that occurs after it processes a certain volume of print or volume of code.
I tend to agree however with a caveat.
I think the stepper drivers are overheating and causing the failures.
If you do a print with very little Z-axis movement, i.e. no mesh bed levelling can you print the item taller without failure than something with Mesh bed levelling enabled?
Let’s say for example you take your previous calibration cube, increase the infill to 50% and ensure the G29 is in the start Gcode I would expect it to fail much sooner than the same printer with a 50% infill and without a G29 in the start Gcode.
I am wondering if your calibration cube that was successful has the G29 in the start code?
The only reason I am increasing the infill percentage is to force the Z motors to move more as it’s moving over the print surface.
ON the same note, Is the fan for the mainboard working? Just to ensure the stepper drivers are staying cool?
I’ll have a look at the cube gcode and give a try on the taller print. As far as I know all of the fans are working. They’re definitely audible when it’s operating. I’ll double check again today, and when prints are finished I’ll open it up and check for certain. It’ll give me a chance to inspect the mainboard connections too. I’ll let you know how it pans out.
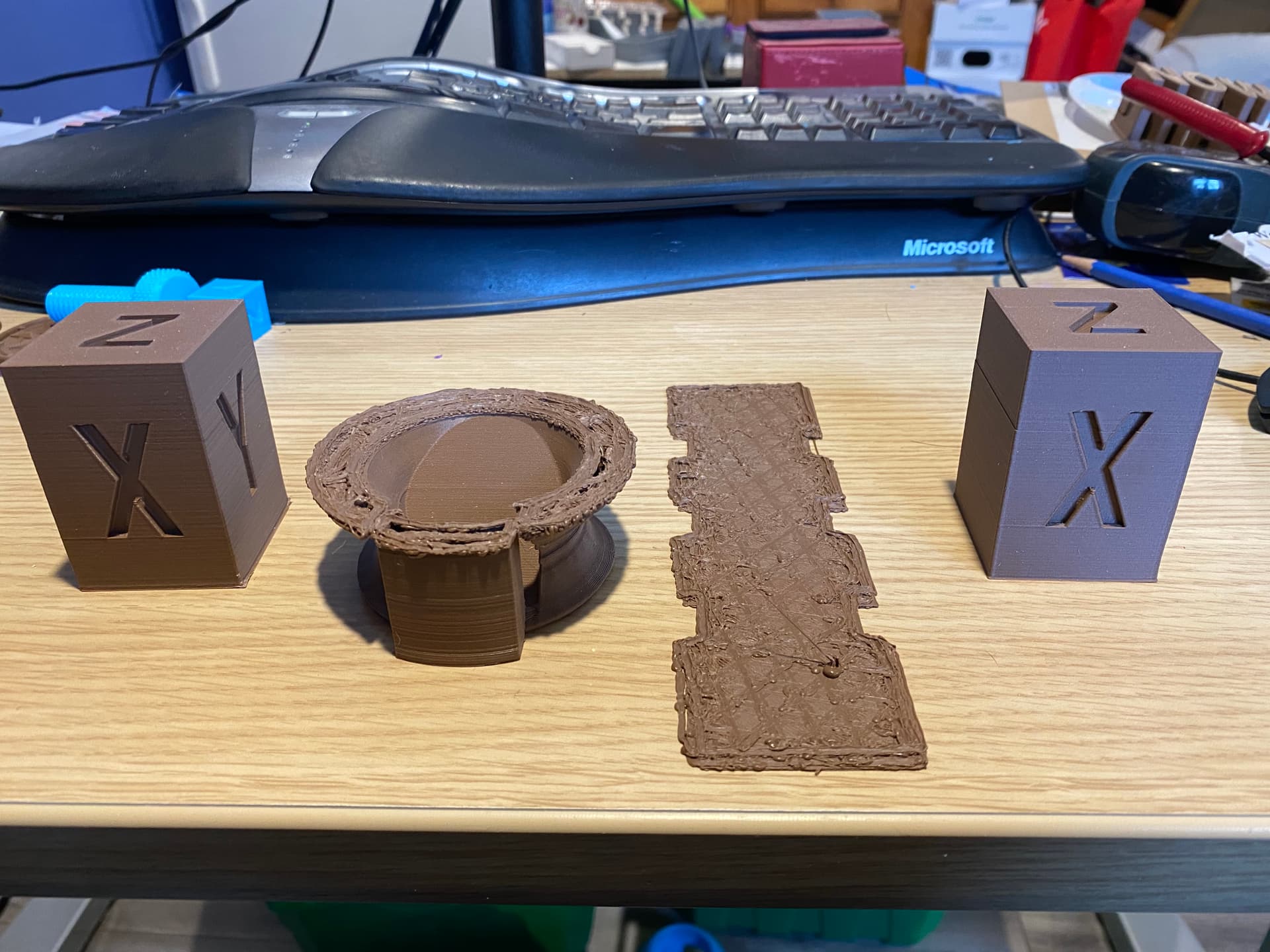
Welcome to my daily dose of frustration and what’s rapidly approaching despair.
From left to right:
60mm high calibration cube at 50% infill with ABL
Prior failed urn print for reference at ~31mm
Failed STL print. Known good STL, able to print no issue on my Ender 3. Height is approximately 1.65mm. Printer read 2.4mm when I stopped it.
60mm high calibration cube at 50% infill without ABL
All sliced with the same stock Cura profile. In fact, I didn’t close Cura in between. I literally just cleared the build plate, added the next object, sliced and saved.
This makes no sense. At this point, the printer is completely useless unless all I want to print are calibration objects. If I hadn’t just paid out for it in August and if I had money to replace it, I’m at the point where I think I’d throw it out.
I reached out to Creality support too. They sent me back some very generic maintenance videos which I did follow and replied to and provided the photos and videos I have of the problem and have not gotten a response since.
I’m not local - in Newfoundland here, but I can easily send you the GCode and STLs.
I’d prefer to send them via email if that would be okay - these are STLs that I bought and have commercial licensing on, so there may be issues with posting them on a forum.
My printer started to act up the same way, I also have a CR10. The Z axis won’t go up during printing.
However using the homming or the Z control the axis will move it. I have cleaned the machine inside, checked the connectors, erased the eprom and recalibrated the machine. But the issue persists.
When printing it will do some layers but at some point the Z movement stops causing the nozzle to dig into the print.
I aslo tried printing calibration cubes and it came out perfect.
Jklane never got back to us to confirm whether they figured out the issue. Maybe if you don’t mind start a new thread and we can work on the issue. Post your config and general print settings. Pics would be great.
Too funny how many newfs are on here. I am a townie myself. My mother grew up in Carboneer, and my father is from Buchans. (near Millertown) in central NFLD.