Good afternoon everyone,
I have an ENDER 3 V2, and thanks to PJ at 3D Printing Canada, it has been working like a dream.
Recently I have been printing 4" by 4" square plates to be used in a diorama. Everything was going fine, slow, but fine. Earlier in the week I decided that to push the speed a bit, as my average print speed was 40mm/s (with direct drive).
Since then one or two corners of my plates continue to peel up from the bed while printing. Adding a raft, or brim (regardless of size) have not made any difference.
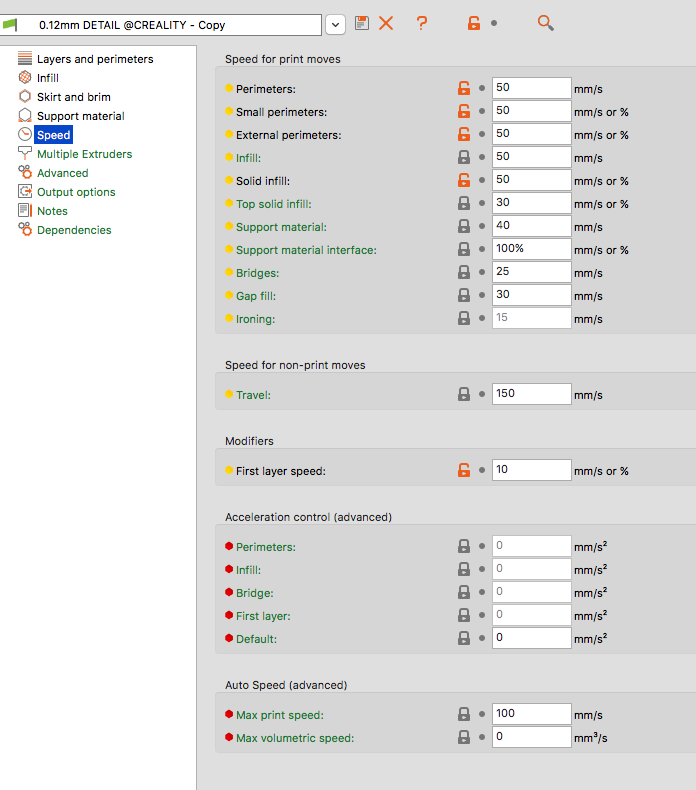
Is this a speed issue? I have tried to dial it back down, but clearly I am forgetting something. I am using Prusa Slicer, and the speed settings are quite detailed. Any assistance would be great. I will post a pic of my model, and a screen shot of my current speed settings.
I appreciate your assistance!
(The completed model is with the slower speeds as posted on the screen shot)
mmm. I see you’ve got your first layer speed down low, so, my limited experience checklist when this happens:
Enough sticky stuff on bed?
Confirm bed level
Confirm Z level
First layer 0.35mm
First layer extrusion multiplier 200%
Heat near top of range for filament, 220ish for PLA
Do I need a brim, 3-4mm?
Then curse, monitor print, stand by with tape, glue gun…curse more…
The bed is level, and I have the BL touch installed. After washing it with soap and water after each use I also spray it down with 99% isopropyl alcohol. After this had dried, I even use a glue stick as PJ recommended (all of this is on the glass bed)
My print temp is 215 and the bed is 60, which I have recently upped to 65 to see if it would make a difference.
Currently my layer height is 0.12 and my first layer height is .2mm
With an all metal hot end, I am unsure how this is affecting the set temperatures as I know the brass tips hold heat better. Overall its not a huge problem, but one that did not exist last week is why I am curious.
For me it has seemed that those bigger pieces with a taller/thicker body have the cumulative ability/muscle to pull up one of it’s own corners.
I might try a brim in the settings, or like this pic, or maybe dial back the part cooling fan, if you use one.
Im not quite there yet for adding the support discs. I believe this has to be done in a separate program other than Prusa. Forgive me if I am wrong. Regarding fan speed it is set at 100% except for the first layer. Should I reduce this percentage? is this what you mean?
I’ve had an extensive battle with this issue on my Biqu B1 that I think has finally been solved. where my printer is in the shop is perhaps a little cooler than a home. When I got the printer the weather here was pretty warm. The coldest it got in the shop was around 12°c and the furnace won’t start cycling until 10°c or so. we work in there at aroun15-18 to be the most comfortable. in this period we had no problem printing but with the recent cold snap the furnace had been running a lot more and that causes a lot of drafts and that’s when we started having trouble with every single thing we printed in the end and enclosure and hairspray on the bed seems to have completely solved it. I’m not really ready to declare it until I have a solid week of prints with no trouble though.
Actually right now I’m (trying to) print 0.8mm nozzle, wood PLA, a scale building. I’ve had to go with a raft just to get it to stay stuck. More to follow…
I’ve had some success with two things: 1) keeping the room a bit warmer and 2) using a draft shield in Cura. For the draft shield, I keep it about 5mm from the model and make it about 2cm high. It seems to trap the air closer to the model and keep it warm. At least that’s my theory on how it works.
after looking at the pics it looks like you’re over-extruding right off the Hop and then what’s happening because of the over extrusion is causing filament to not be able to come out correctly and turn forcing filament back up into the hot and looks like you have major under extrusion now you might need to take an extruder cleaner and plunge it through there and clean everything out start dialing with calibration cubes and Hollow pyramids before doing big prints like that
put your extrusion multiplier back to one and print a hollow cube you can find these on thingiverse as well as a hollow pyramid send me pics also make sure your first layer is nice
Just in the process of printing some hollow cubes to hone in the extrusion multiplier.
I have a question though. With an all metal hot end and hardened steel tip (Microswiss), do the print temperatures for PLA need to be any higher because they are not brass tips?
Originally I would print at 208. I have upped it to 213 - 216. Is this too hight? Curious your thoughts.
I would keep a close eye on your first layer, if your nozzle is too close it’ll appear to be over extruding if its too high it’ll have gaps between the lines.
second, have you dried your filament? how old is it? you’d be surprised how many times just drying the filament solved things for me.
Third, are you printing in a cold area? try throwing a garbage bag over the printer to see if it makes a difference.