I’ll drop this here, in case it helps anyone in the future.
I bought a Geeetech A10M on eBay for $250. Came new, unopened box, but I kinda suspect it was one that didn’t pass the QA from the factory, as it was missing the board pins and the entire second hot end fan. After that was noticed by them I suspect build quality went down…
True to what I’d heard, it is a high effort / high reward printer, because it took a while, but I am happy now.
Biggest issues -
Missing fan and pinouts
Build quality
Backflow discs cause problems
Loud fans
Anyway, here’s what I wanted to/had to do.
Check all Bolts, Alignments, & Tensions. Many were not OK.
Add;
BL Touch
Glass bed
Insulation for bed (foam from packing Box)
Kill switch
5V power block
OctoPi
Camera
LEDs
Foam rubber feet
Screen dimming shield printed from 2mm thick transparent red PLA
Small printed blocks to link the spool holders together for stability
Intake shield to main board fan (Cut out diameter of fan first)
Exhaust wire ring screen to PSU fan (Cut out diameter of fan first)
Copper heat sinks on board main chip and stepper drivers (possible cause of missed steps?)
Pins for second hot end fan(since they were missing)
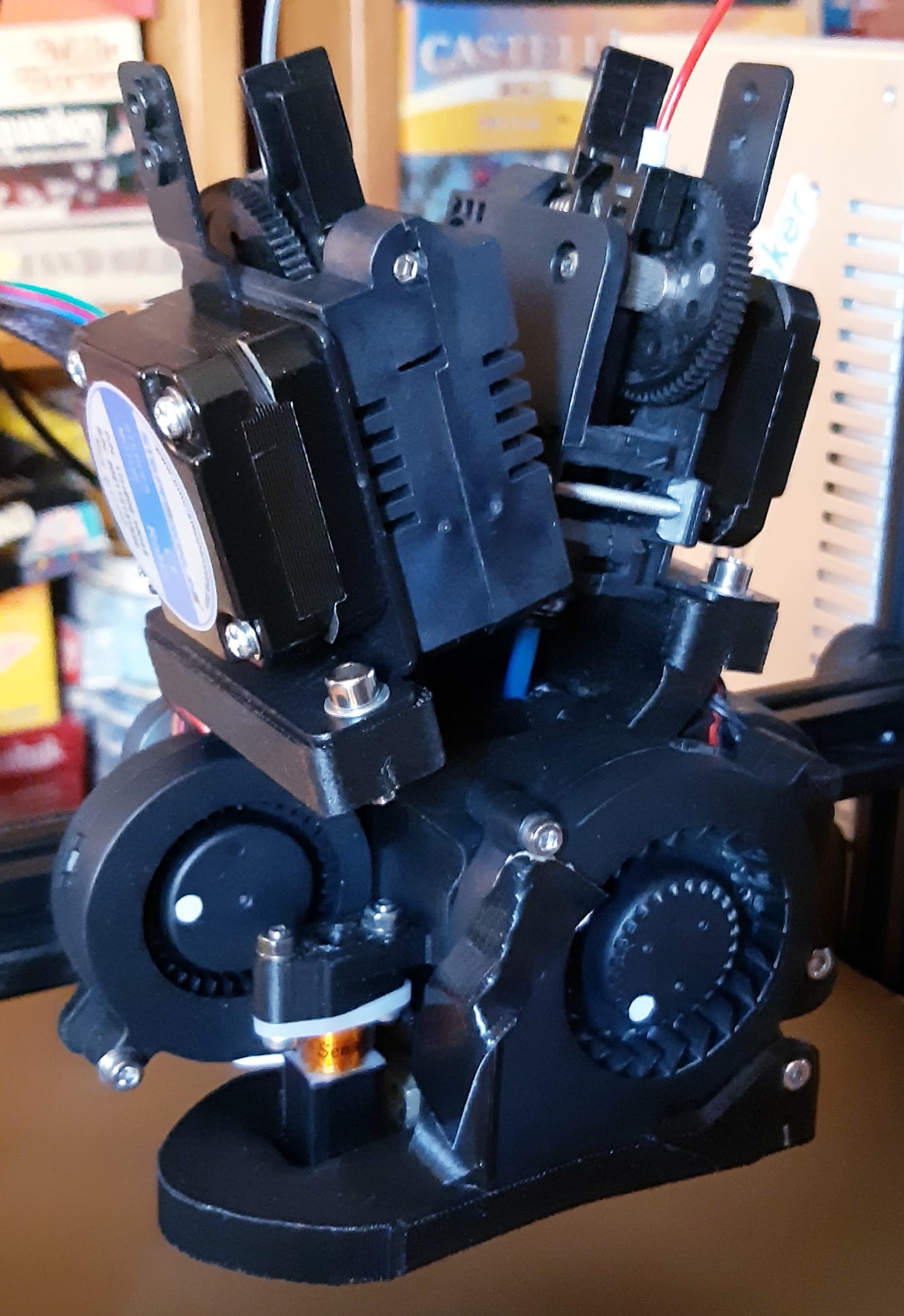
Second hot end fan (actually replaced both with quieter LED ones, one blowing in the other out)
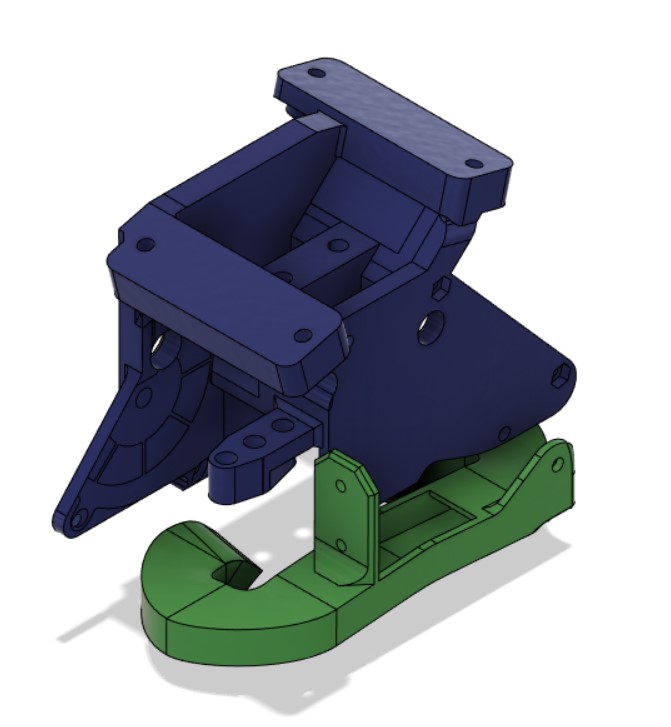
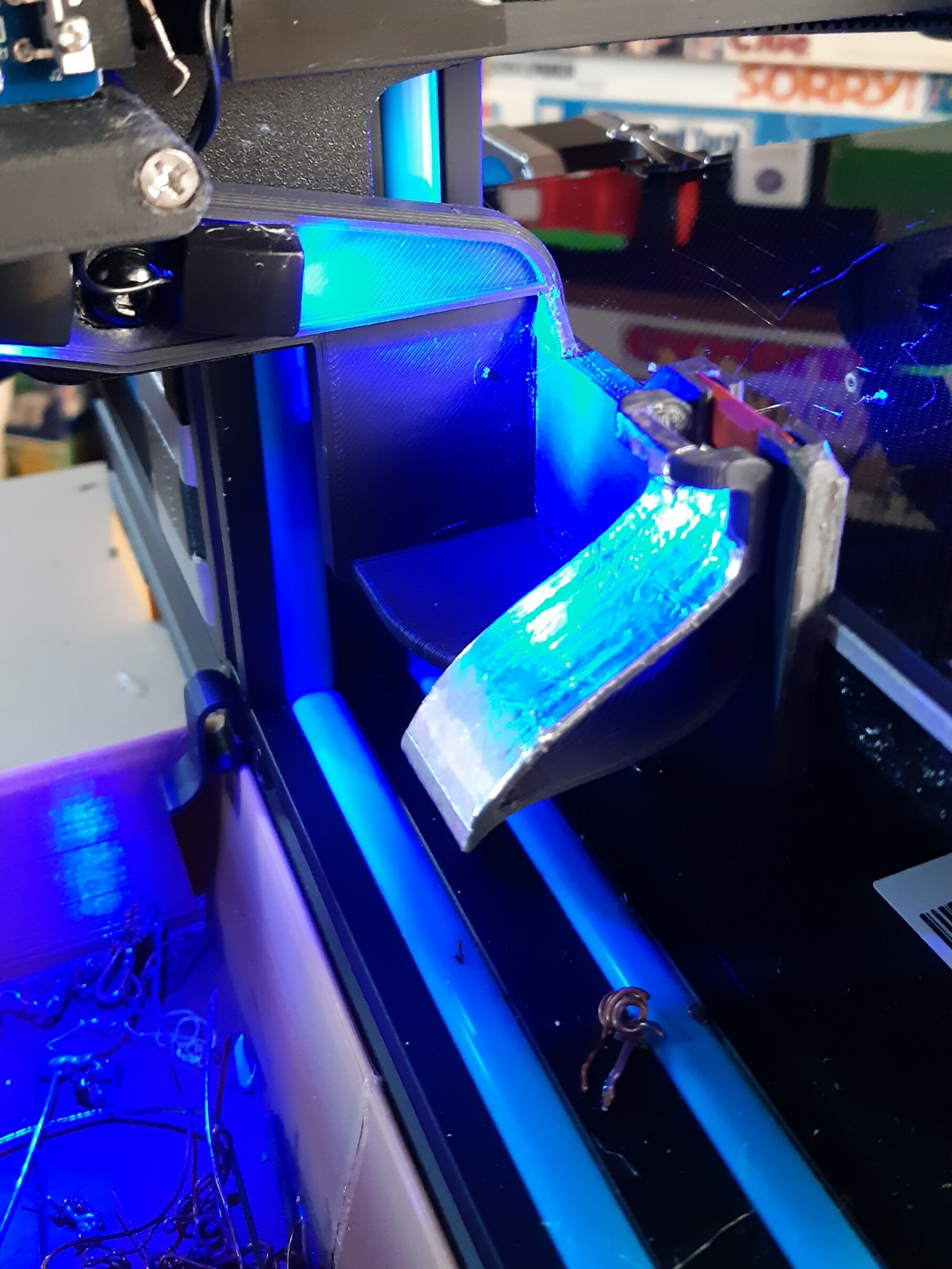
Purge bucket assembly
Nozzle purge G-Code for colour switch and pre/post purge of second nozzle even when not in use
Change;
Idler wheels on bed (were loose bordering on defective)
Marlin to 2.0.9.1 (K 0.95, Accel 700, Junct 0.04, Retract 4mm)
Part cooler fan duct to allow more air flow
Resistor PSU fan down to 12V (9x2K resistors in parallel) to reduce noise
X-Stop mount to allow -12mm for Purge Bucket/Slide
Shave 0.5mm off the tube at the extruder gear on the idler side. It was not allowing the idler to get
close enough to the gear to get good pressure on the filament.
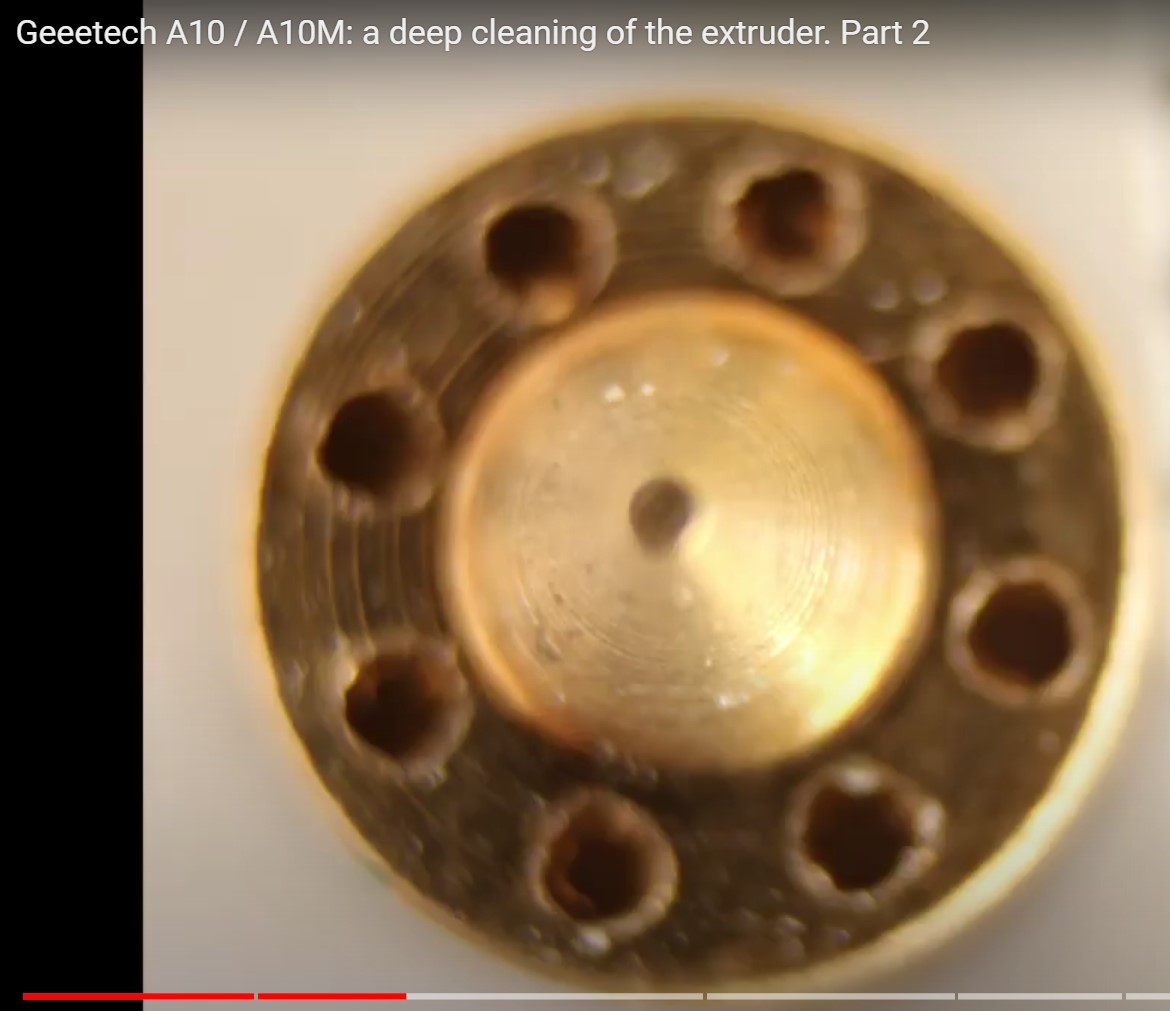
Remove back-flow discs in hot end. They get clogged, stuck partially open, generally cause
pressure problems, and don’t do their job anyway. Printed once with no filament in #2 - massive
backflow clog 50mm up the Bowden. Added small aluminium donut discs to fill the void left with
the discs removed. Lesson Learned - Always have filament in other extruder, and purge before &
after all printing.




 !
!