I have successfully printed with a modified mk8 style single gear extruder on a bowden setup, but I would also definitely recommend going to a dual gear extruder like a Bondtech BMG if you plan on doing much TPU. The bowden part shouldn’t be a problem, you just need an extruder that has a constrained enough filament path(and of course a higher retraction value than a direct drive setup). I have printed quite a bit of 85a TPU with my ender 3s with a bowden setup.


Thanks for all this info!
So we know that it can print successfully to a certain degree (no pun intended). My next troubleshooting step would usually be to try printing another model that I know for sure works well. Something like a calibration cube, try printing it with a nozzle temp of 235, we know for sure that the 240 and 230 degree layers completed well so lets split the difference and try that.
I feel as though where it ends in the print is not as much to do with a mechanical failure as it is to do with too cold of a nozzle temperature. Usually mechanical failures look much cleaner or have some sort of pattern to them, whereas temperature related issues usually are more randomized and look almost like you ripped the print in half.
Try printing the calibration cube or another simple model that we are sure works, and let me know how that ends up going!
Thanks,
Matthew
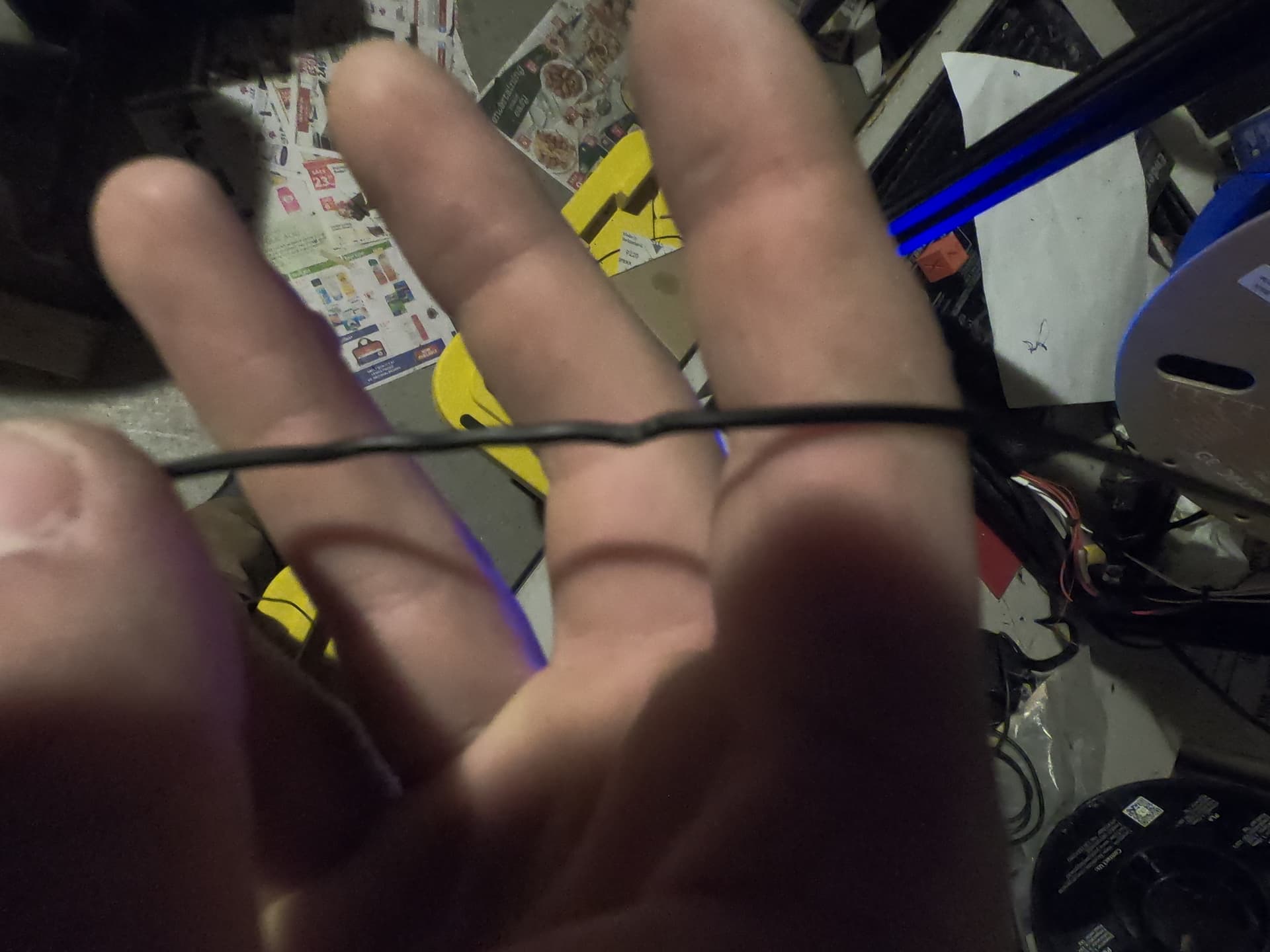
sorry new update I had another failure and looked at all the ends I had cut off and noticed a consistent bend in the filament where it had stopped at the drive wheel and bent around it not sure why it is stopping during print as when I was cleaning the print bed it went fine moving every few minutes
will try a calibration cube but have never done one before
added to dropbox folder doing one pla first to ensure all good
I should clarify what the mods I did to the mk8 extruder were to print TPU successfully with it. I went on yeggi, and found a printable main body that had a place to insert a short ptfe tube cut to fit in between the drive gear and the output side of the main body to make a more constrained filament path. I don’t remember if I had to print a tensioner arm for it too, or if the stock tensioner arm fit the printed main body. So I guess you could argue that’s a new extruder, not an extruder mod, but it sounds like you need a more constrained filament path to have success with TPU. The mod/upgrade I mentioned above will be the cheapest/simplest path to success with TPU.
I found that when I was printing TPU and TPE, I had to raise the bed temperature, for at least the first couple of layers. It seemed that the cold bed was cooling the filament out of the nozzle too quickly, and causing a jam. This happened more on prints that had a large area on the bed, while other, smaller, taller prints worked well.
For instance, my TPE doesn’t want a heated bed, but I had consistent print failures until I set the bed to 50C.
Hi there!
Its too bad to hear that this is still causing so many problems. One thing that I would like to ask about it what your retractions are set to in your slicer. Because of tpu’s flexibility retractions can be tricky. Think of it as trying to push and pull a piece of wet spaghetti through a tight tube, it would definitely be tricky. So one thing you may want to try is to turn your retraction settings down, this would definitely increase the stringing on the print, but this is fairly easy to clean after the fact with a lighter and some clippers.
Thanks,
Matthew

i am running 55 and 60 for the tpu bed dropping down after the first few levels

Hey there!
I would still recommend setting some retraction as setting no retraction at all can lead to some other problems. I would maybe try something like 1 or 2 mm of retraction on your part. What temperature were you running at for that print? It definitely looks like an extruder thing.
I am going to try my best to make this work for you as is, but I am just going to let you know that there is a non-zero possibility that you may have to upgrade your extruder so something with a little bit more pushing power. Its too bad but tpu and stock creality bowden setups generally work about as well as mixing water and oil.
Luckily the upgrades that would hopefully help you out aren’t too expensive. But I will try to save that option until there is no alternative choice.
For now I would try to set you nozzle temperature as high as it will go, for creality hotends that is around 245 degrees. I would try printing at that temp if you havent already, the print will probably look crappy but it might be able to complete sucessfully.
Best of luck,
Matthew
Hi tundra,
I had successfully printed tpu on an Ender 5 but soon switched to a direct drive. It’s possible to print with a Bowden setup. 95 should still be hard enough. I learned not all TPu brands are created equal and some times a brands 95 may actually much softer. thus more difficult or even impossible to print on Bowden. I went through 4 different brands of 95 trying to print an RC car tire. And they ranged from hard to softer then store bought tires. (more like 65)
With bowden always print slow, and turn off retractions, really wont work. And try a fresh nozzle. and make sure your filament path is clear/clean. It’s been a while but What worked for me was 240 , 40 bed , no in fill, 20-40 mm/s but not 100% sure what speed I used on bowden.
I think you mentioned you designed it in onshape. stick to simpler shapes. Bowden will struggle with consistent extrusions especially if you have retractions turned on.
right now I’m just trying to get a calibration cube to go the item i designed is basically a thin puck with a slightly sloped wall extending up
I print Ninjatek 85a with my dual gear bowden setup no problem. Hotend at 230-235. Wall print speed 20mm/s, infill 30mm/s, retraction 12mm(no, that’s not a typo), retraction speed 45mm/s. Works well for me, but a well constrained filament path is critical for retractions to work.
Hey there,
Would you be able to share exactly what brand of extruder you were using? I had recommended the Bondtech BMG or the E3D Titan, as you could get decent knockoffs for little money. But if you have one that has worked well for you in the past it might be useful to share it here for reference.
Thanks,
Matthew
It is a cheap extruder design, and has a few design flaws, which I knew of before buying from the reviews. The first one is that the tensioner gear has a tendency to grind into the aluminum tensioner arm. The way to solve that is to grind down the arm a bit above and below the gear so a washer can fit between the top and bottom of the gear and the arm. I did that mod before installing them on my printers. The other design flaw isn’t quite so easily fixed. I fixed it once it started to cause problems. The flaw is that the needle bearing inside the tensioner gear run on a bolt’s threads, not a smooth shaft. Once the gear started to make some noise a few months into printing, I ordered some Bondtech gear replacement kits. The kit includes new bearings for the tensioner gear, a smooth shaft for the bearings to run on, and two new gears. I drilled out the threaded hole that the tensioner gear bolt had run through in order to fit the smooth shaft. Then I installed the shaft, bearings, and gear, along with the washers I has added previously, and glued the shaft in so it couldn’t slide out. I installed the other new gear on the stepper, and put everything back together. The extruders have worked well ever since, and I am happy with them, but for all the time and effort put in into them, I think a BMG would have been a better move. In the event of me needing to buy a new extruder again, I would go with a genuine BMG I think. I definitely have no intention of going with anything other than a dual gear extruder, at any rate.
Thanks for sharing!
I agree with everything you have said here. My goto cheap but powerfull extruder is always the BMG, the knockoff one’s have also gotten so good. I run knockoff BMG parts on all of my vorons and those things chew through material (in a good way). No matter what I do to them they always seem to work fine haha.
Matthew
turned out i wasnt pushing the tube all the way down and as a result it was backing up and clogging the nozzle