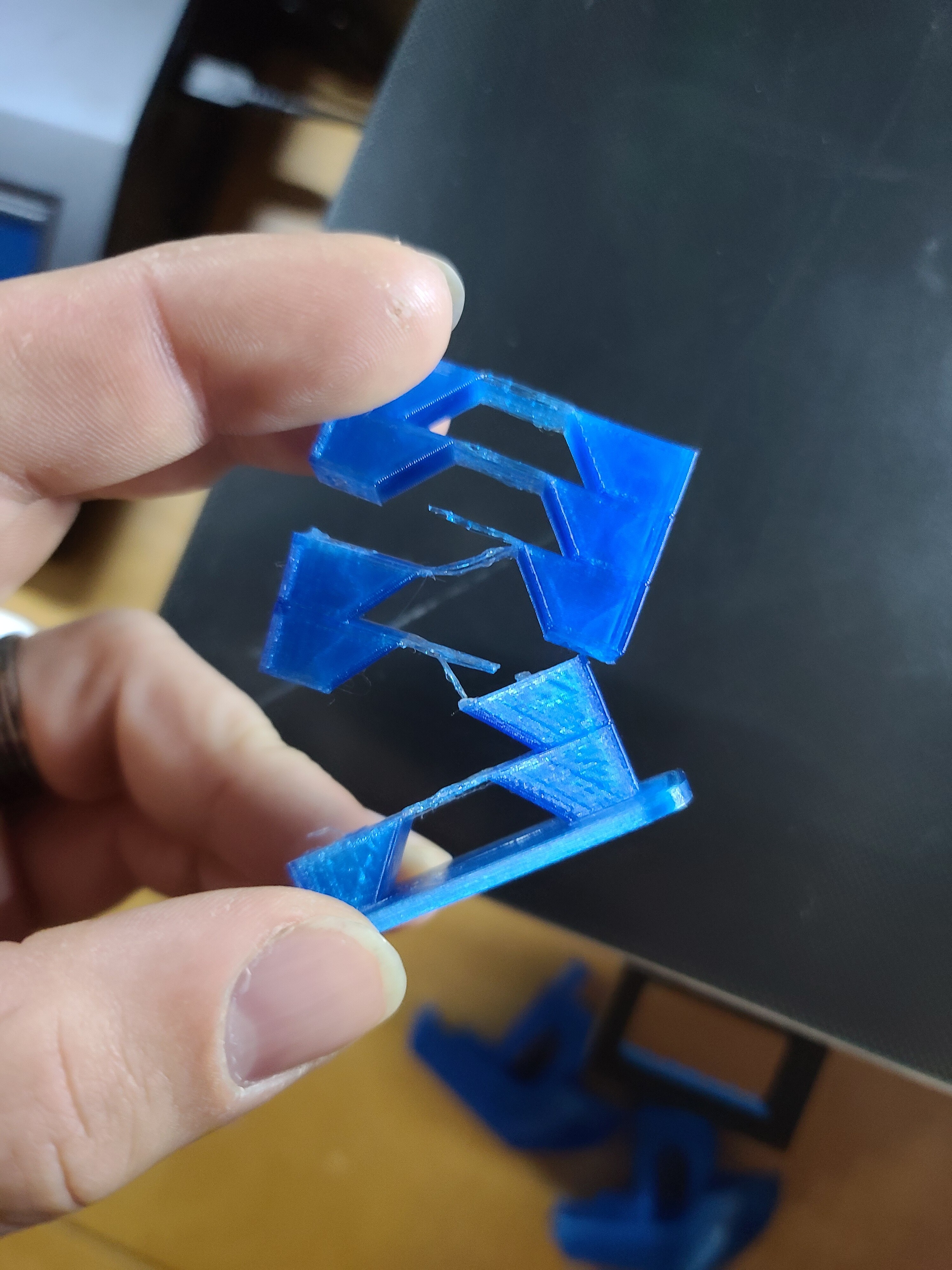
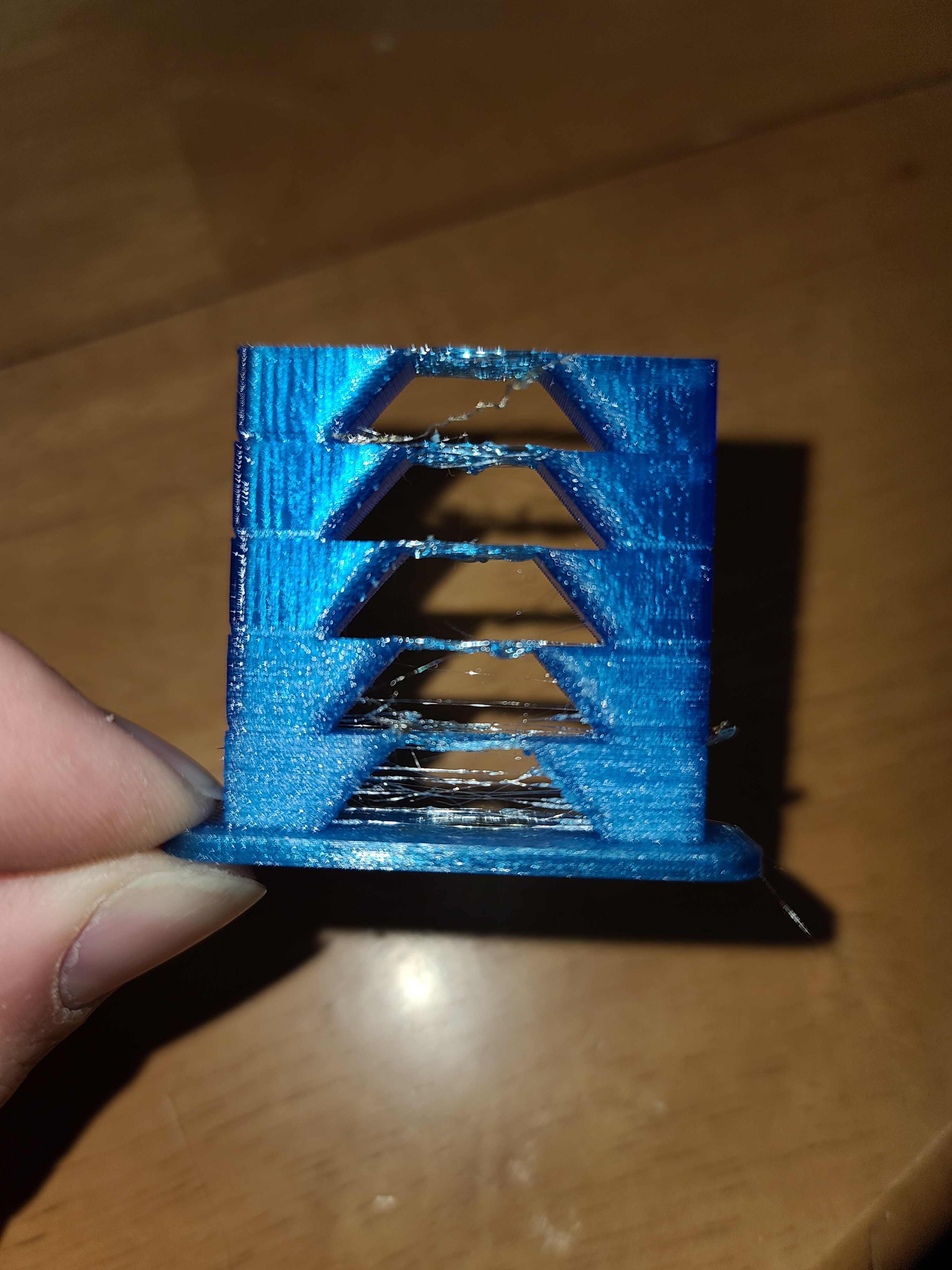
Two different colours both fail and split along layer lines and perpendicular on two different printers.
If I print the same parts in PLA they are stronger, is it me the machines or the material? ( I bought like 8 different colour spools and the two I’ve tried have given me the same problems… )
I was chasing downdown this wierd lines issue and ended up lowering the temp from 240 print by print after I found 5mm retraction to work well on my anycubic Mega Pro.
I did the techingtech temp tower after I opened the roll, 250-210 and they all looked pretty good. Can post a photo later today.
Lowering the temp and upping the retraction prime got me a better looking print
Still working on the line start on this replacement flashlight base I drew up in fusion, not sure what’s going on there, when I just print the middle of the model it looks good, printing the whole thing does that.
It’s set to 50% max in Cura, I tried 20 or 40 I don’t remember which and the fan never came on at all, the print was garbage, the outer walls of the overhangs were mush. 50% looks like it’s cooling enough for it to hold shape.
I have clear red PETG from 3Dpc and it does the same when it’s wet. I make it spend 6 hours in the dryer and it comes out much better I print it at 235/75
Both. weak ugly prints. I just used the oven on low the first few times and kept them in tubs with desiccant after drying them. I commandeered the kitchen food dehydrator since then and if I have any issues with any filament I try the dryer first before anything else. I’m quickly moving towards drying everything anyway before printing then ultimately having the filament stay in their dry boxes while printing.
3Dpc didn’t likely ship you the water. Here is some black CF I was trying to get working
My humidity is around 33% (I keep my printers in the basement). I have not had to dry any of my 3DPC PETG filaments yet and I print consumer (Etsy) items so they have to look good
PETG is hygroscopic so if they are in a higher humidity location you will want to dry them out. I got a food dehydrator off Marketplace for $25 and use it for nylon and other filaments.
I personally run my fan very low to off with PETG. and raise the temp a bit, Its usually pretty stable. If its a bad roll we can deal with that at the store level. we want you to be happy with what you purchase.
Not sure how familiar you are with Cura, but that’s what I’m using (v4.9) as my slicer. Would turning off the fan completely and enabling smart bridging or whatever it’s called in the experimental section be something to test?
I used a roll of this with my pla profile just upped the temps and had good results making the print in place wiggly octopus and the Cali cat