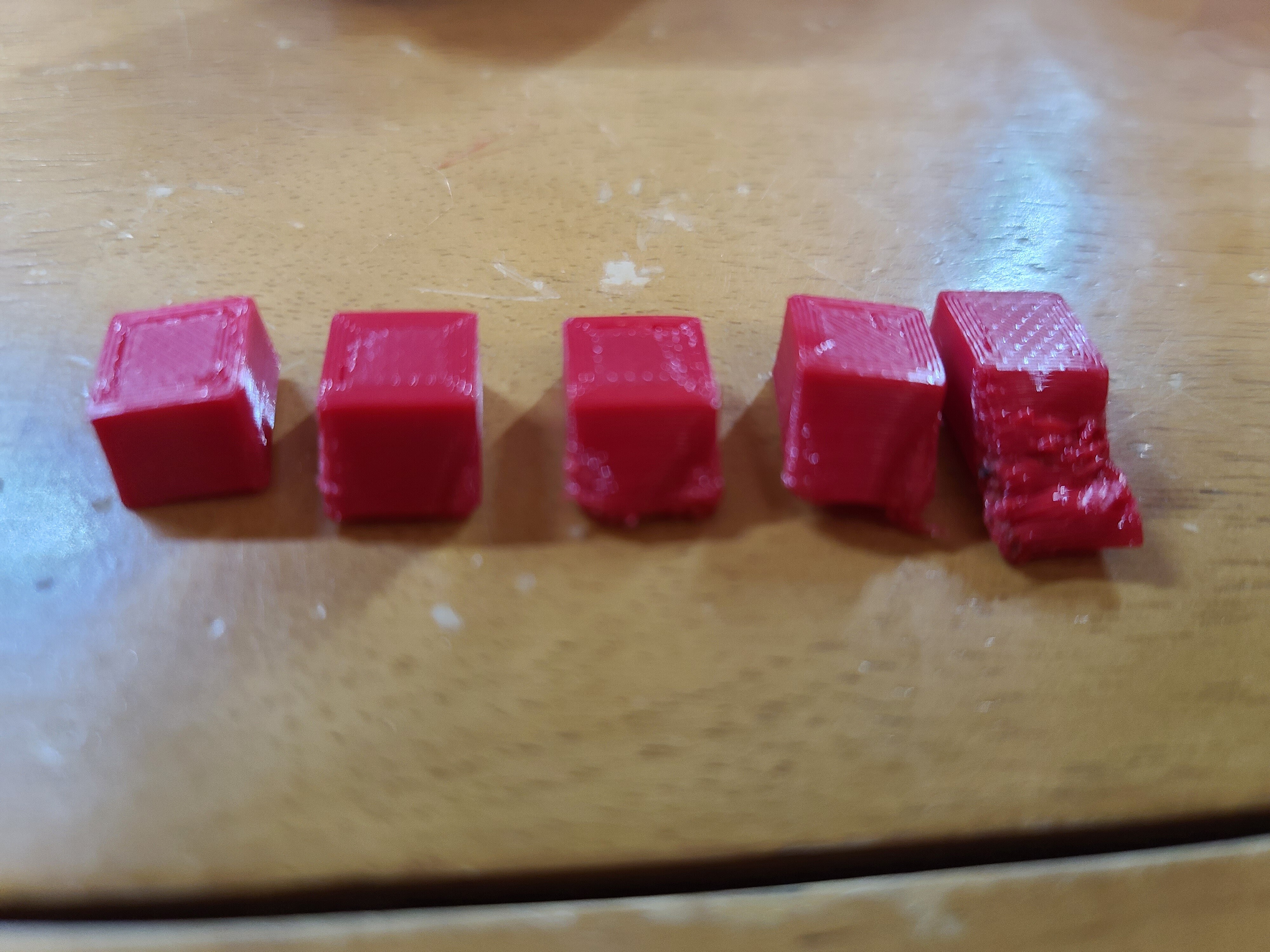
What does this tell us? EDIT: after looking at some of the makes it looks like i need to recalibrate my e-steps as a start, i did it once but have since flashed new firmware so i think it needs to be done again
On my printer, a new firmware update brought a new tuning menu option for setting e-steps so it’s dead easy. basically measure, mark, press the button, measure again, and enter the new value. I printed with 3 filaments today, one PLA one PTEG, and one PTEG with carbon fiber. all f it was 3dPc material and each one needed a different e-steps value. I thought it was set once in a while but it appears there’s an advantage to set it for every kind of filament.
I had done temp towers before and settled on 235° for the PETG filament. your test cubes look better than the first prints you showed this morning.
Edit: And I just realized I started another PLA print and forgot to change the E-Steps …
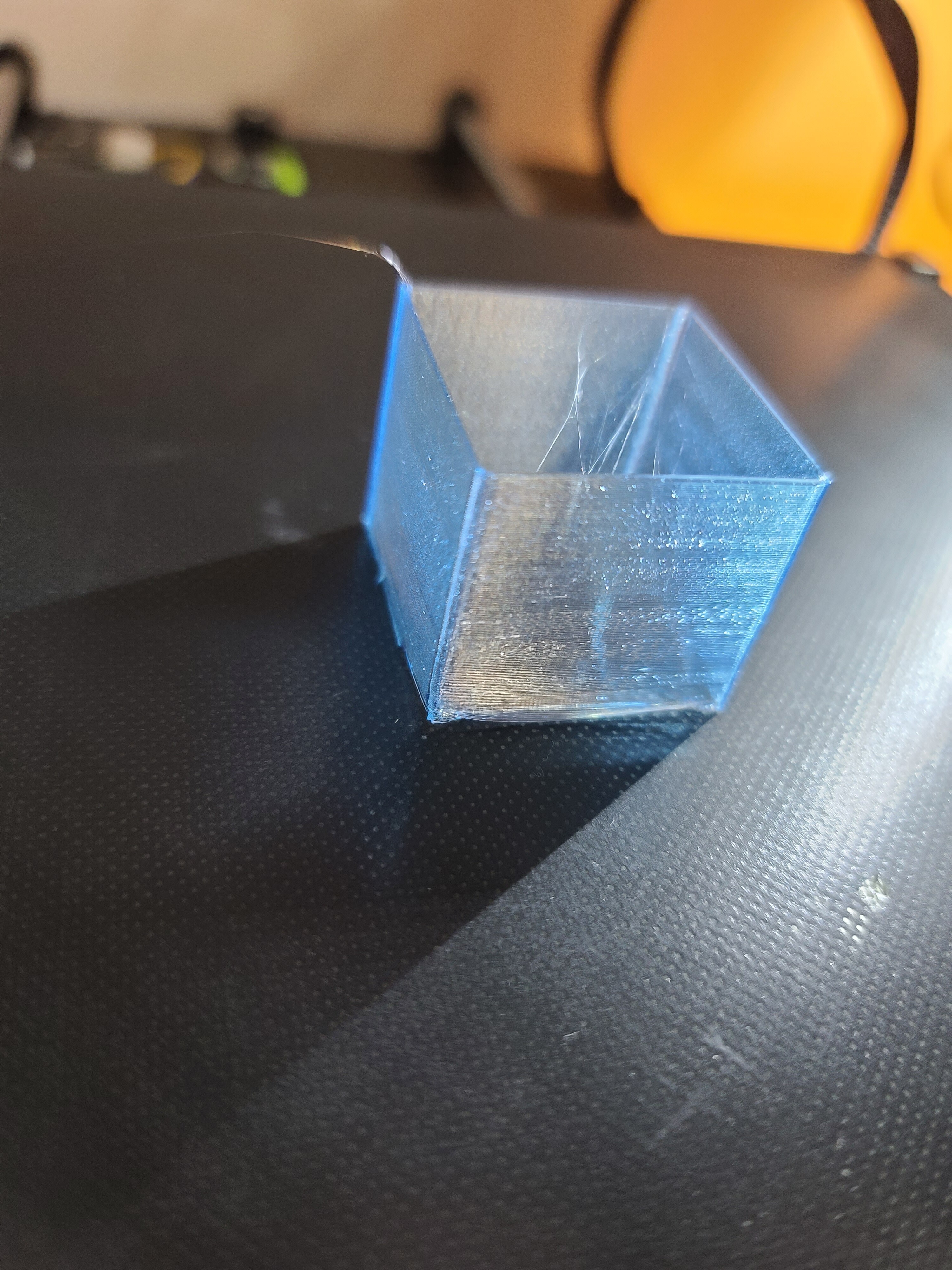
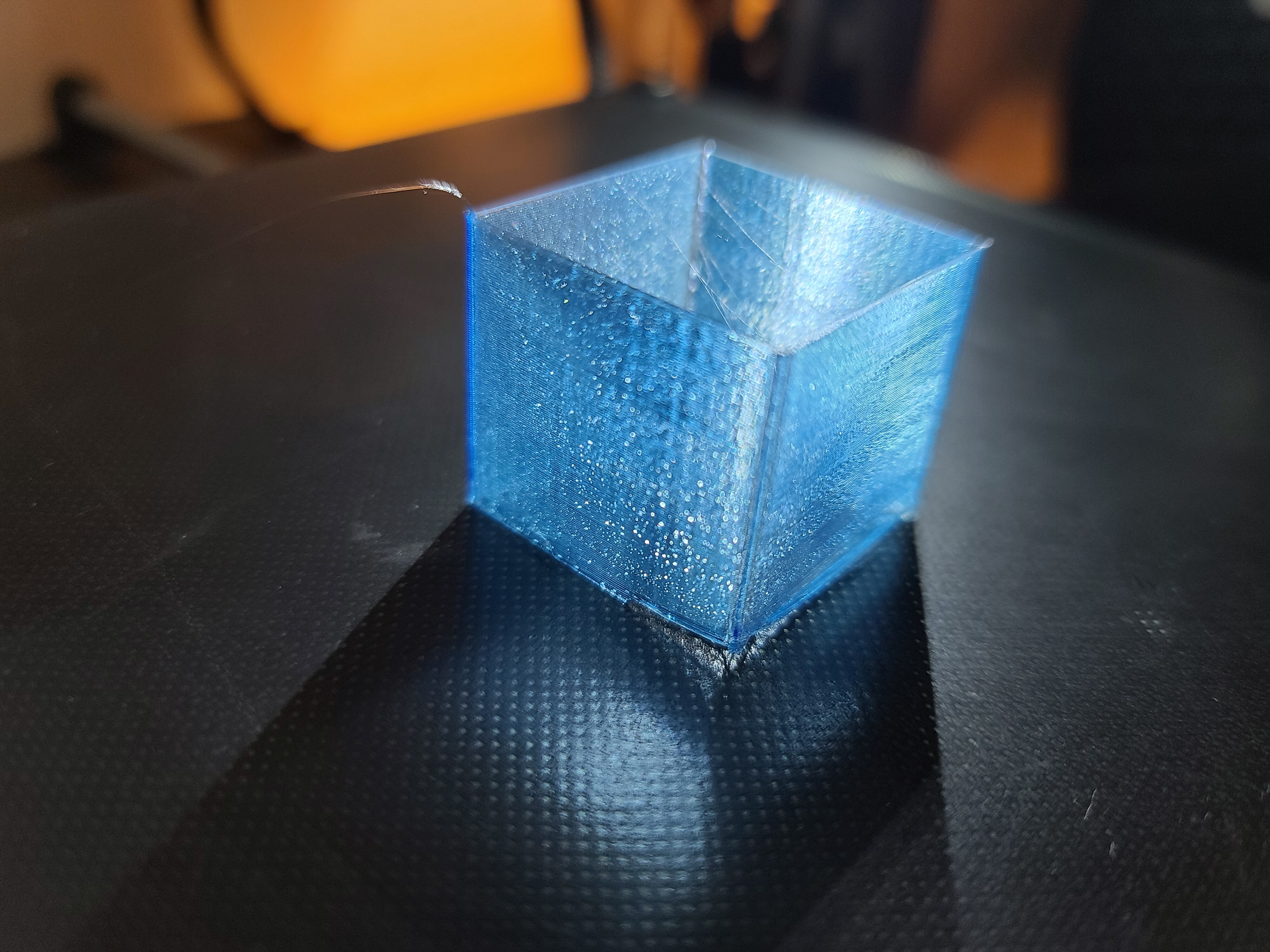
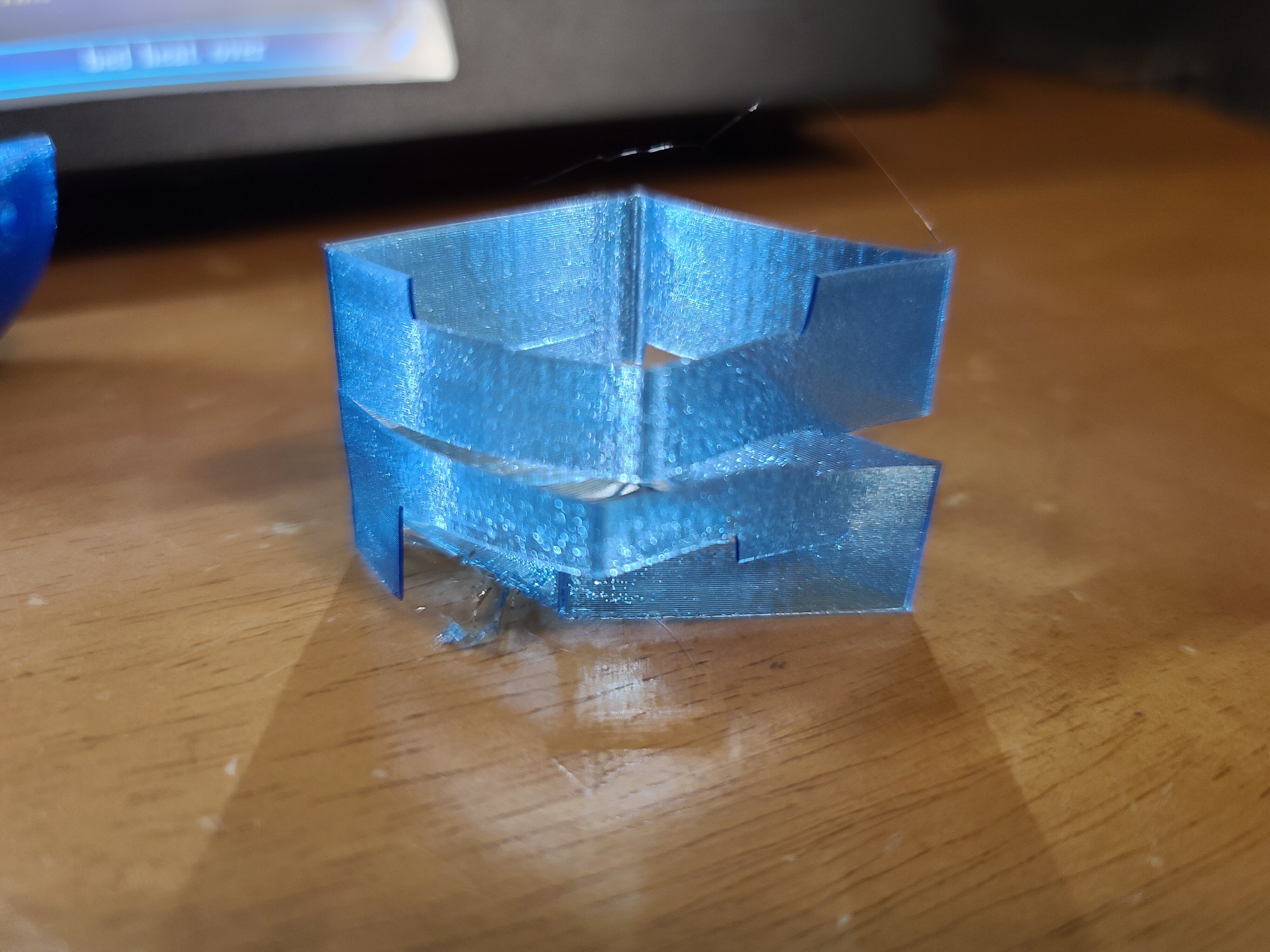
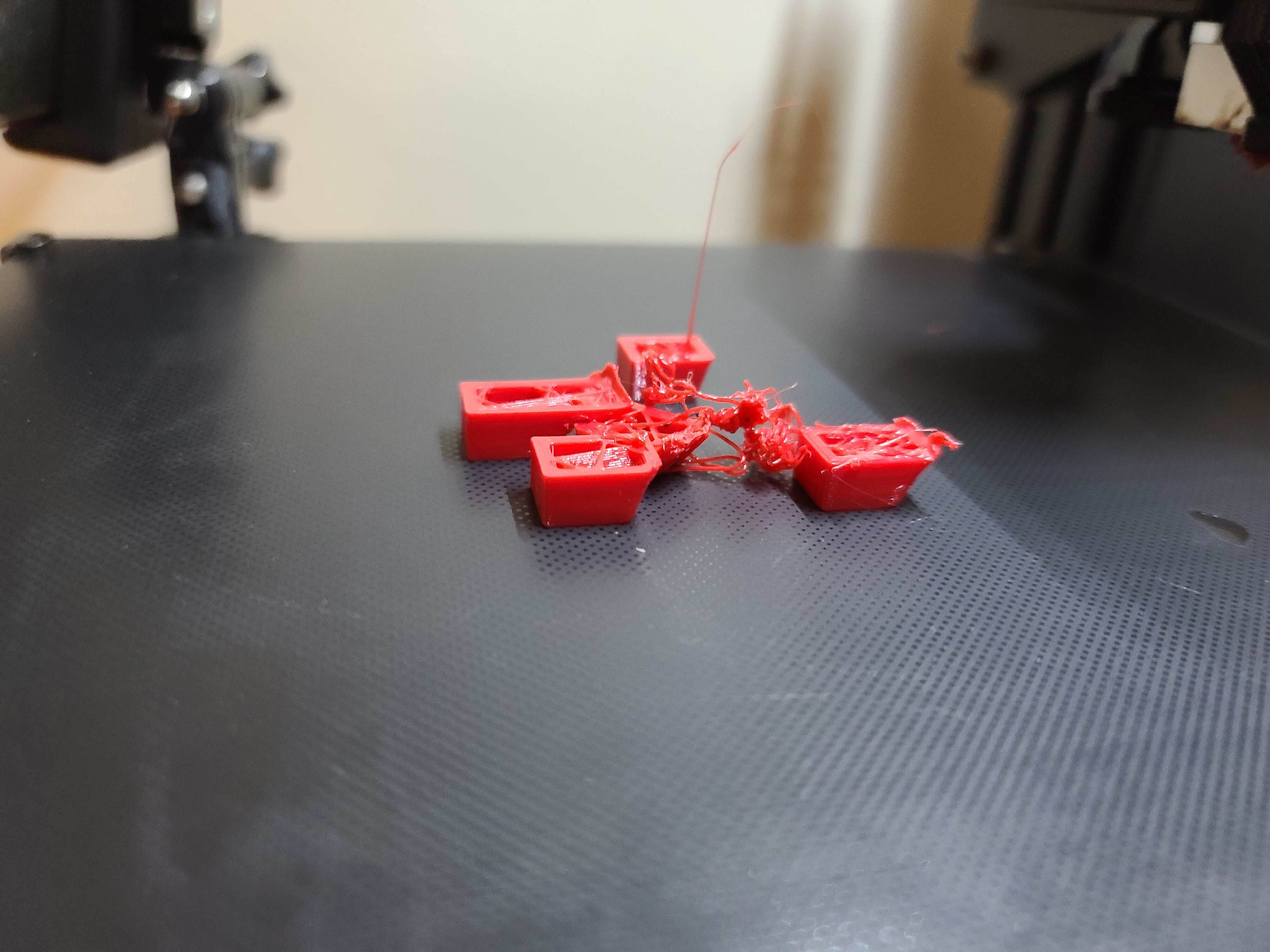
Even tho these failed ( on 3 attempts with a clean level bed ), running with no fan just smart bridging the edges are unacceptable. I just want aesthetically pleasing stronger than PLA parts, is that to much to ask?
Here are transparent red and white PETG test cubes ive printed recently. The red and black carbon fibre i have (cubes in the shop) has absolutely got to be dried before I print it. The white I dont think I’ve ever dried and didn’t have trouble but that red is a problem unless it spends time in the dryer first. The shelter thing I’ve printed 5 or 6 of them coarse and fast and they come out ok (we have lots of eggs from our chickens) still need 6 more and have no time heh.
i don’t fell i should have to dry something i just took out of the package, i can see if it was sitting exposed for long periods of time. petg isnt PC that can go bad by the end of the roll while printing ( or so ive seen in videos )
But if you want to get to the bottom of why its not working then… well then you can blame the supplier for it being wet but at least you’ll know and won’t waste any more time fiddling.
House brand Petg guy here. I’m finding a dryer/dehydrator/oven isn’t strictly necessary.
I haven’t had a lamination issue since I bought a pound of silica gel and threw it in a dog food box. Hygrometer says it bottoms out between 16 and 20% humidity.
For the record: Biqu Bi, 225/80, .No fan. 6mm tip, .3mm layers with slight, slow retraction and lots of coasting (like 1mm cubed)
When I’m feeling geeky, I’ll throw a roll in the oven or dehydrator for an hour, but the factor that changes the look of things most seems to be ambient temperature. I can see when I’ve opened a nearby door to let the cats out, for example.
Next experiment will be an enclosure.
I don’t have a dry box and my wife already asked me why I was seeing how low the oven goes ( her reaction was less than enthusiastic when I told her, so that’s likely off the table)… but I’ve ordered some reptile heating mats from Amazon to build one diy in the future.
I guess I can open another spool for each machine and roll the dice on it being better, but that doesn’t help my orders for specific colours…
Lol.
Remind the Missus that petg is food safe (most of the plastic in your fridge is made of it) and approved for indoor air quality when melting for printing.
Nozzle is in, have to run to town so I can level and print yet but when I was priming it I can see what looks like bubbles in the filament as it extrudes. Moisture I’m guessing?