I purchased a force gauge from Amazon.ca that reads to 500N (50 kg. or 110 lbs)… By using leverage with a 2:1 or 4:1 ratio, I can get up to 440 lbs. to test tensile strength…

Yes, it’s mounted on my lathe!.. By using 45 RPM and 0.0044" feed per turn, I get 0.198" per minute, which is within a whisker of the 5mm/min. pull speed that is the standard for tensile strength tests (according to the internet)… The main part is mounted in the “T-Slot” on the carriage, by removing the tool post and turning the compound feed parallel to the bed… I move the carriage so that I can get the test coupon in place, drop in the 3/8" quick pins (cut off bolts), engage the half nuts to the lead screw, and then back the compound feed out until the force meter just moves… Flip the switch on the lathe, and it pulls at constant speed until the coupon breaks… I have the force meter set to read peak force, which it holds until you can write it down, and prepare for the new test… Here is the broken coupon, still in place…

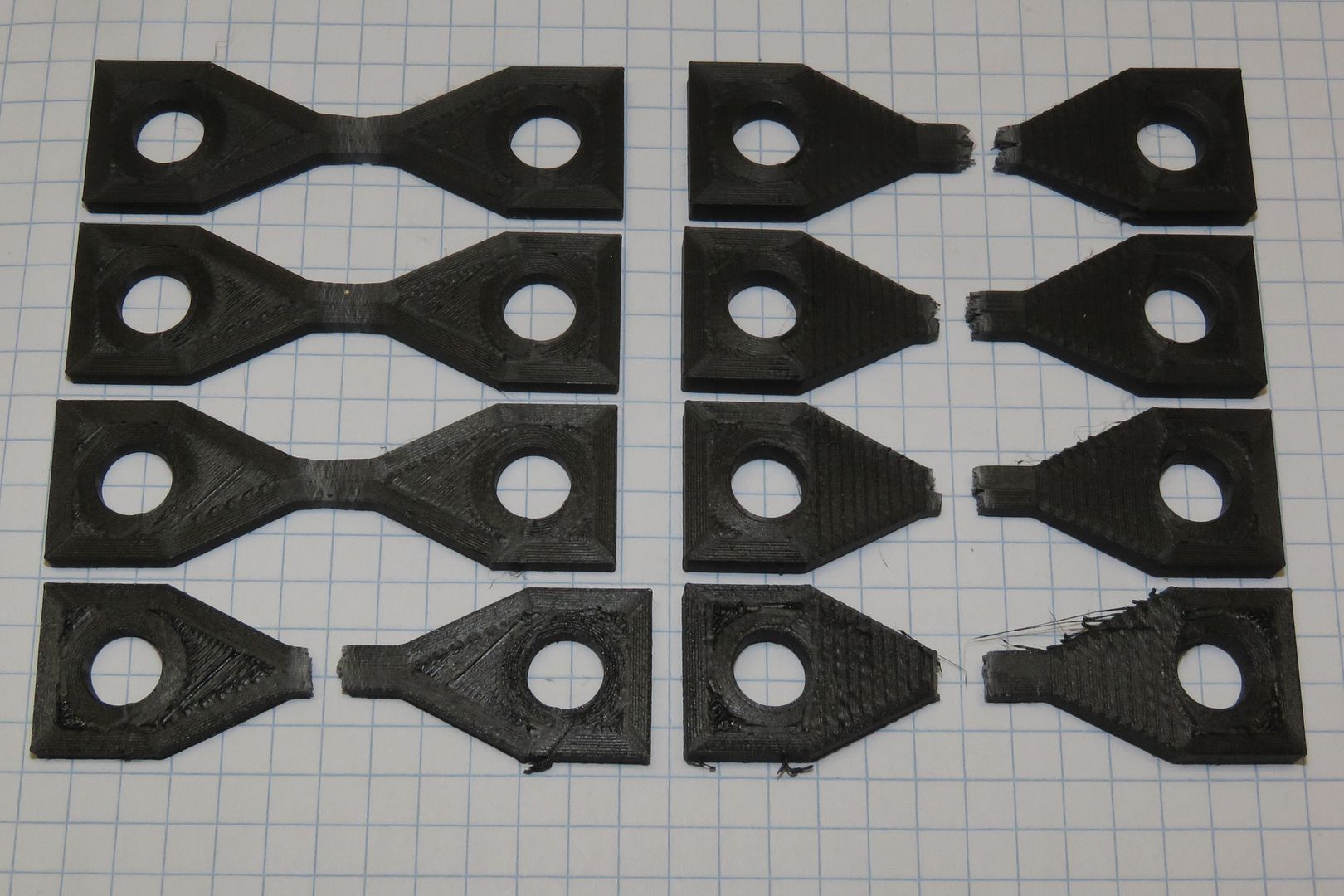
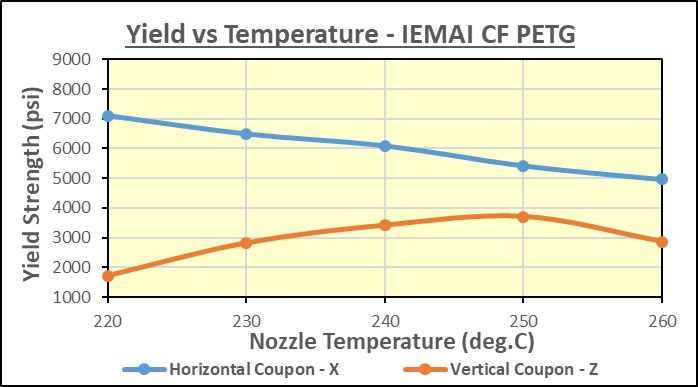
The fixed mount is bolted to a vertical aluminum bar (3/8" x 2") which is bolted to the bed below the lead screw, resting against one of the cast iron cross webs… I used the 2:1 position for testing a “Z” sample (layer strength, about 2400 psi), and the 4:1 position for the “X” sample, where the filaments are running the length of the coupon… It broke at just under 6500 psi… Here is a photo of the coupons…
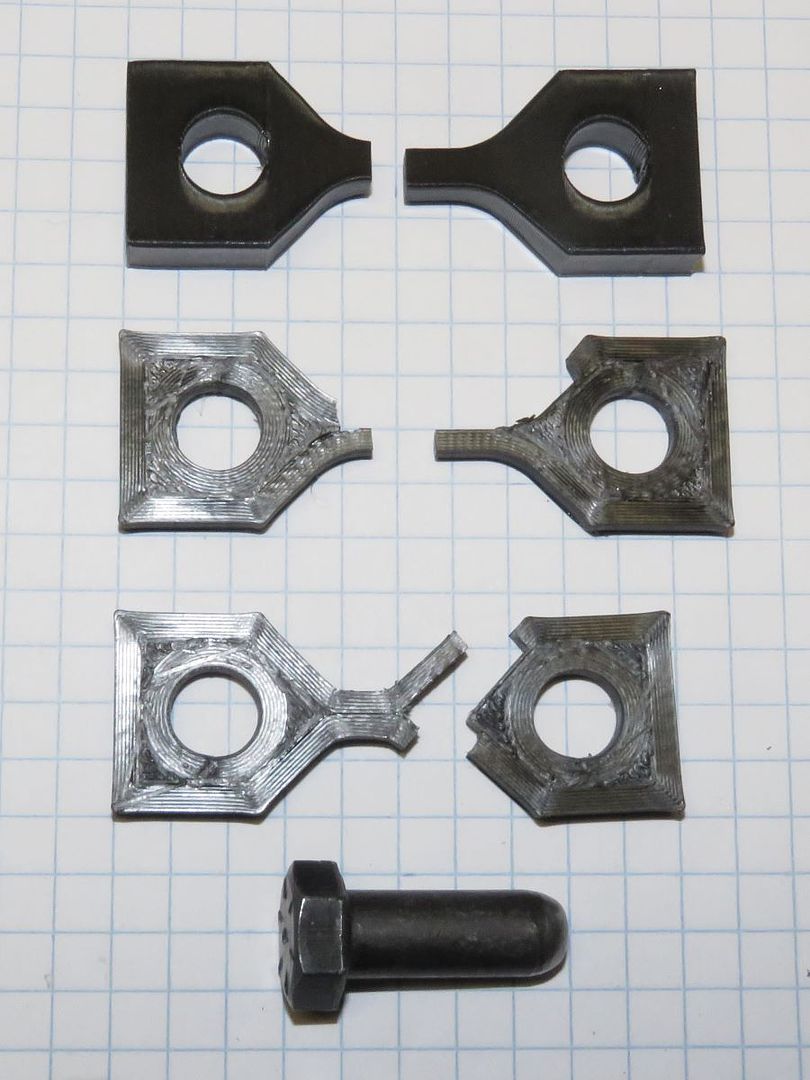
The top one, the “Z” test failed exactly as it should, between the layers in the narrow test section…
The middle one was the current design of “XY” coupon, and it failed in the middle, but a piece blew off one side…
The bottom one is the original “XY” coupon, and it failed by delamination in the 45 deg. angle portion, rather than in the test portion… That was the reason for the design change, and it appears I may need to make it even longer, with shallower angles or a larger radius…
All in all, I am VERY pleased with how it works…
Bob