I have just noticed that I used the incorrect cross section for some of the vertical coupons below where testing was done with a 0.6mm nozzle… The corrected layer-to-layer strength (Z) is less than I originally published … I have replaced the last 4 charts and corrected the comments for the following filaments:
3DXTech CF-PETG
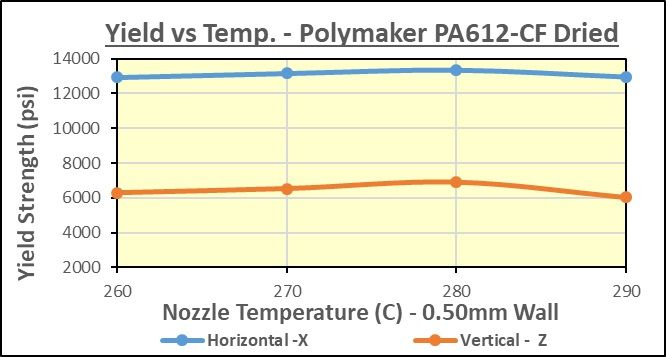
Polymaker PA612-CF
Anycubic PLA
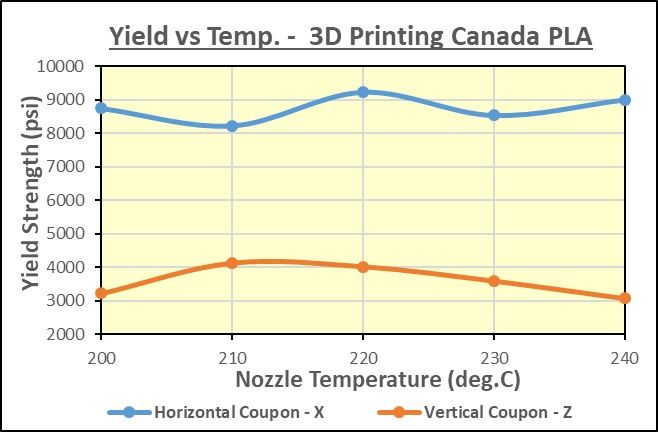
3D Printing Canada PLA
The biggest change is that the Z strength does NOT approach the X strength, I should have known there was a mistake when I saw that…
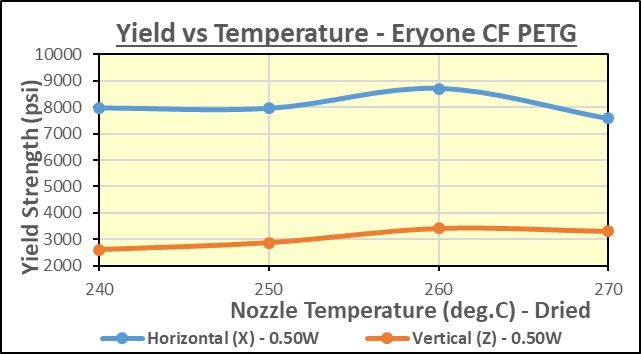
I have mostly worked my way through the materials I have on hand, so I installed a 0.6mm nozzle to do more testing… I have found that using greater extrusion widths increased the layer-to-layer bonding, as per the CNC Kitchen video testing that Stefan did… He found the maximum strength occurred at about 150% of nozzle diameter is his tests, and I have confirmed that… So, that has become a goal for parts that require maximum strength… I tested quite a few materials, looking at extrusion width in some, layer height in others, and in some, both… Here are all the charts, with a few comments after each one…

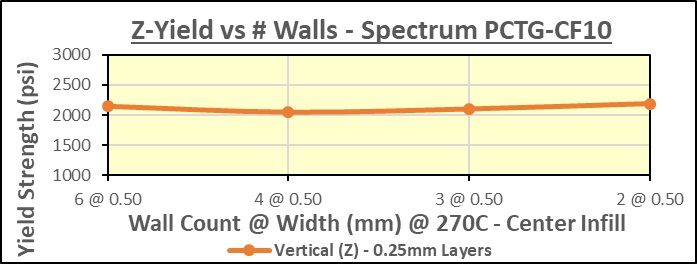
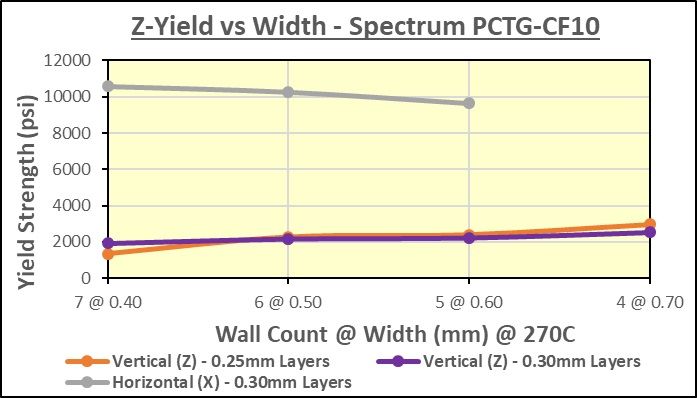
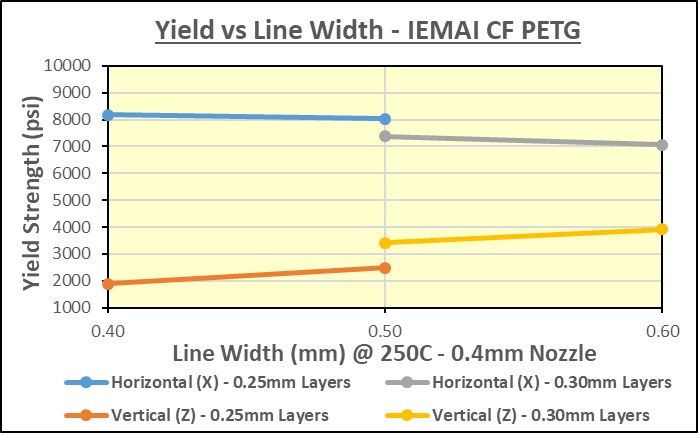
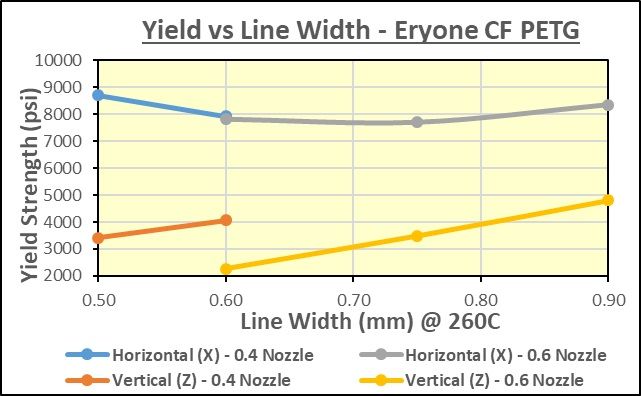
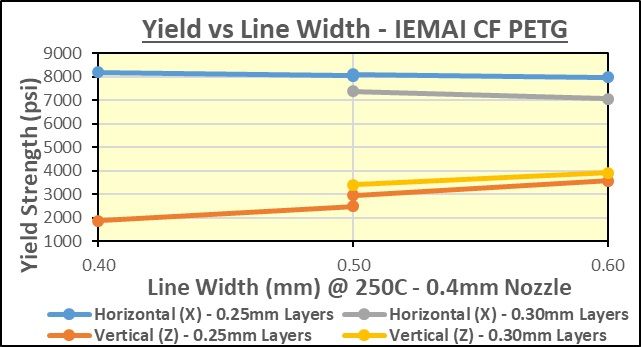
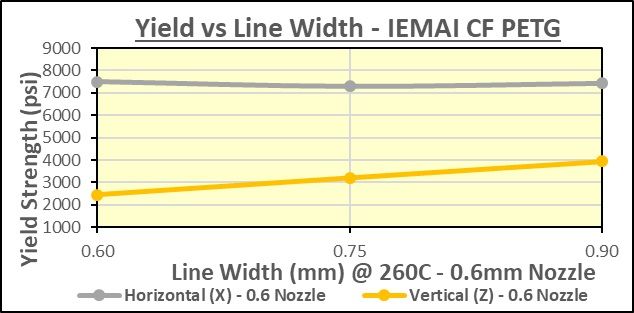
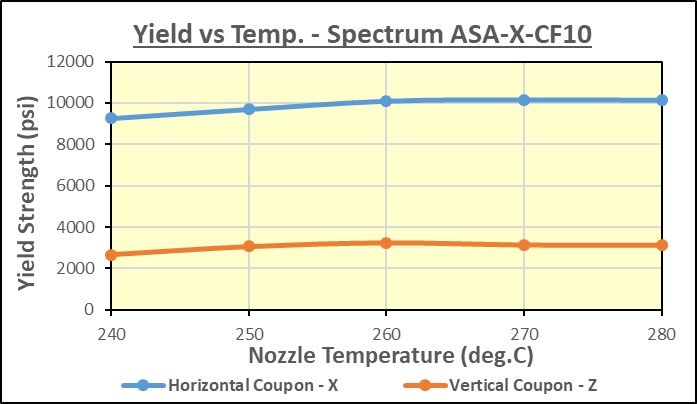
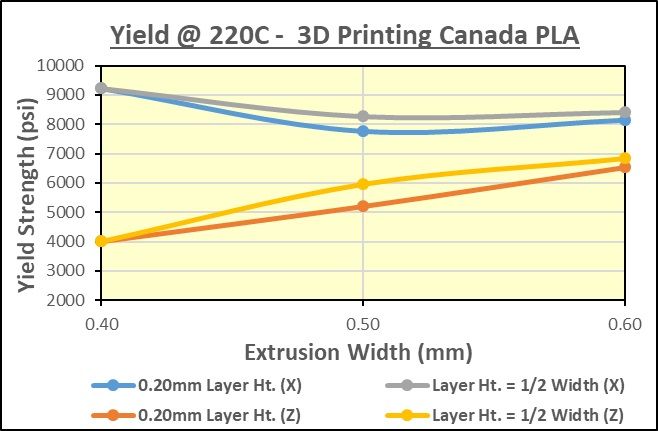
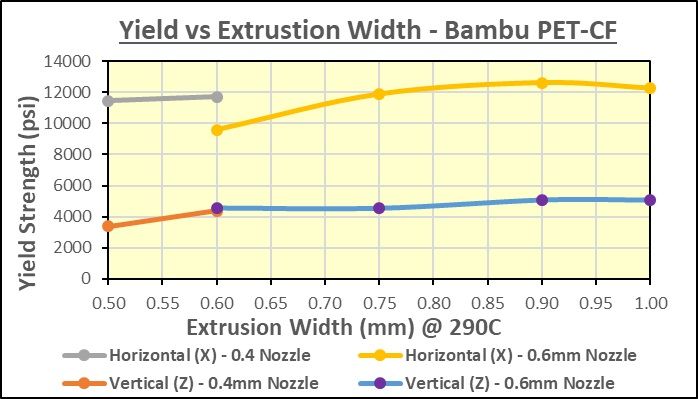
This one shows an increase in strength with a 0.4mm nozzle going from a 0.50mm width to 0.60mm (150%), and the same results with a 0.6mm nozzle peaking at a 150% width (0.90mm) and then starting to decline…

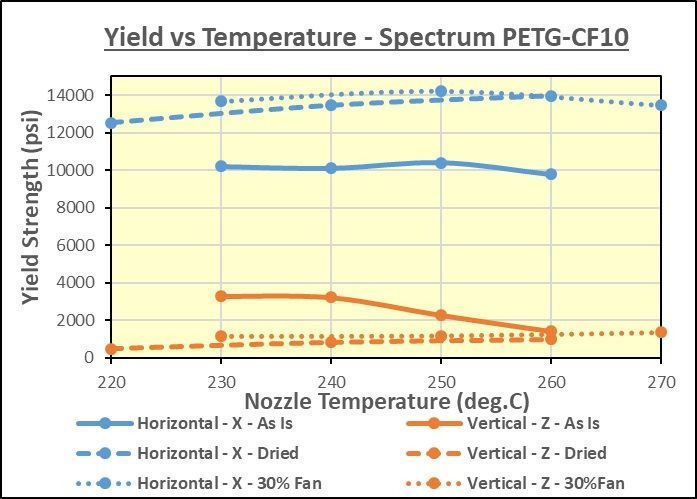
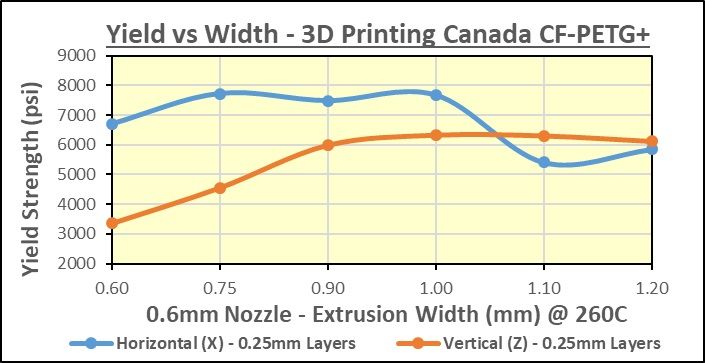
This one shows the peak at 1mm width (166%) in both directions, and a very sharp decline in strength in the horizontal (X) direction above that…

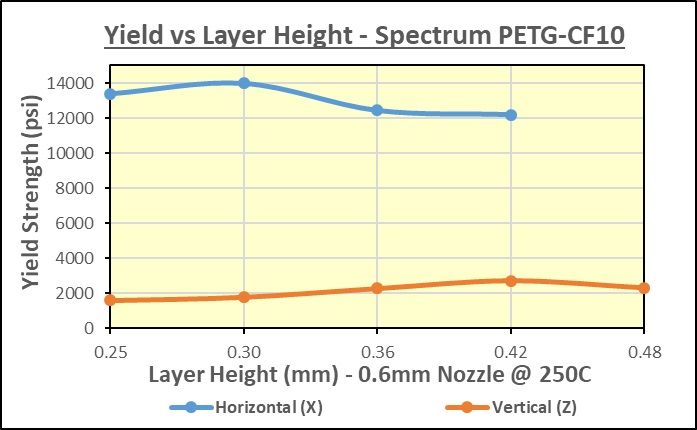
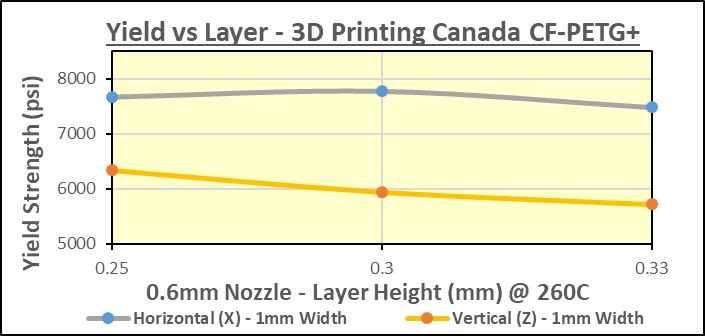
This one, using the same filament and a 1mm width (the peak above) showed a decrease in the vertical (Z) direction as the layer height increased, with a slight increase in horizontal strength from a layer height of 0.25mm to 0.30mm, and then a steeper decline above that…

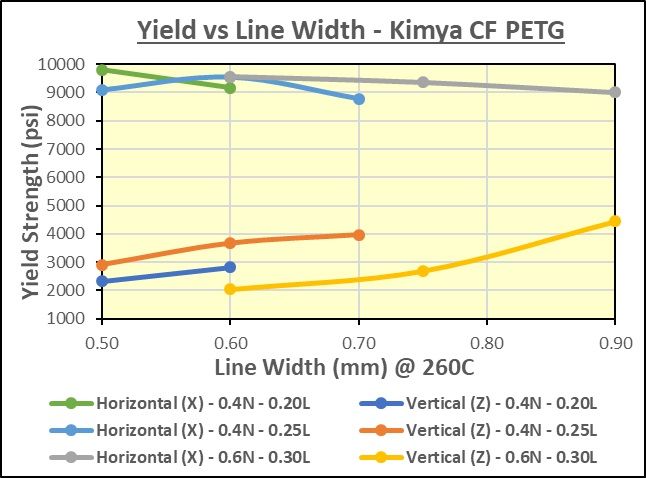
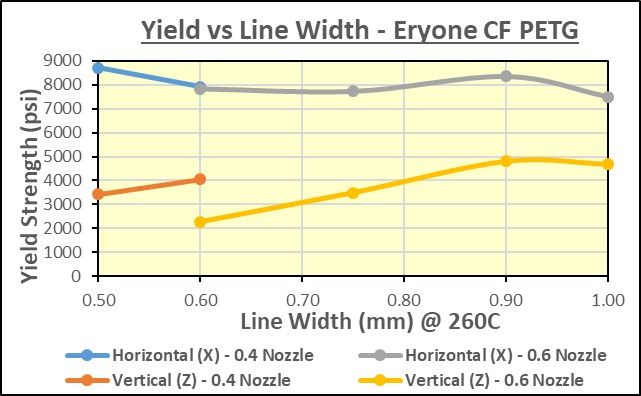
This one showed an increase in Z with the 0.4mm nozzle at 150%, but a decrease in X… However with the 0.6mm nozzle, both peaked at 150% (0.90mm)…

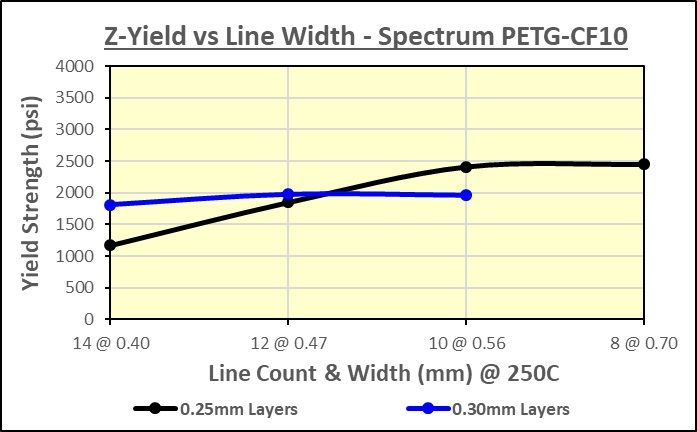
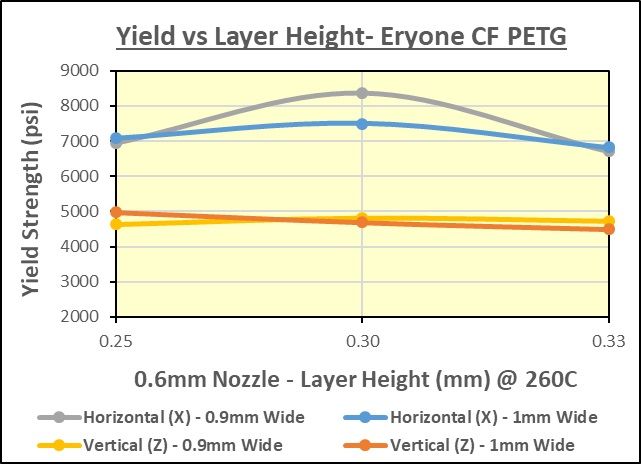
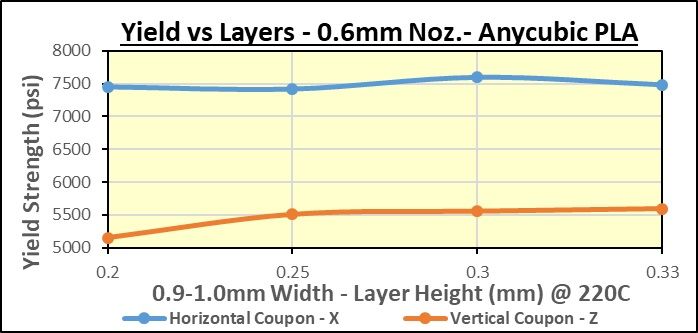
With the same material, using a 0.6mm nozzle and two different extrusion widths, 0.9mm and 1.0mm, the horizontal (X) strength peaked with a 0.30mm layer height, and the vertical strength with the 0.90mm width also showed a slight peak at 0.30mm layers, but using a 1mm width the layer-to-layer bonding decreased as the layer height increased… The next three tests focused on varying the layer height while using 150-166% of nozzle diameter extrusion width (at this point, a “proven” maximum)…

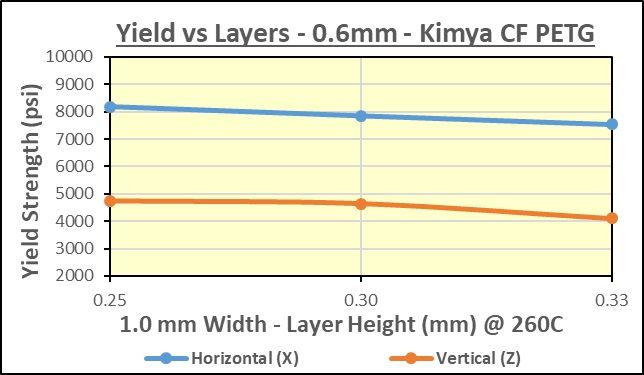
This clearly shows a decrease in strength with increasing layer height… Note that for all three of these charts, the extrusion width was 0.90mm (150%) for the 0.25 and 0.30mm layer heights, but I used 1mm for the 0.33 height (3:1 bead)…

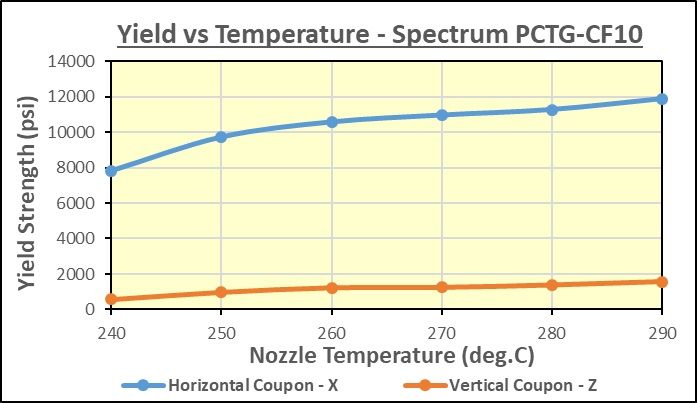
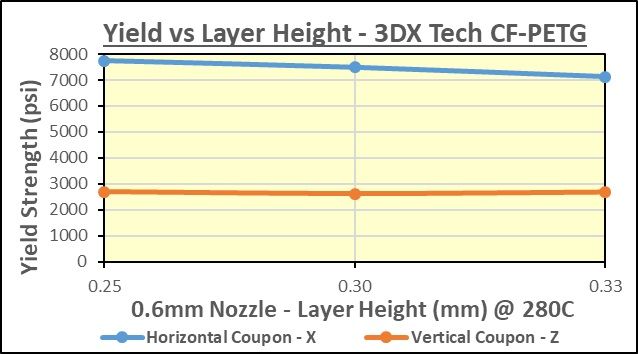
This shows a fairly dramatic decrease in X with increased layer height, the layer-to-layer strength was relatively constant…

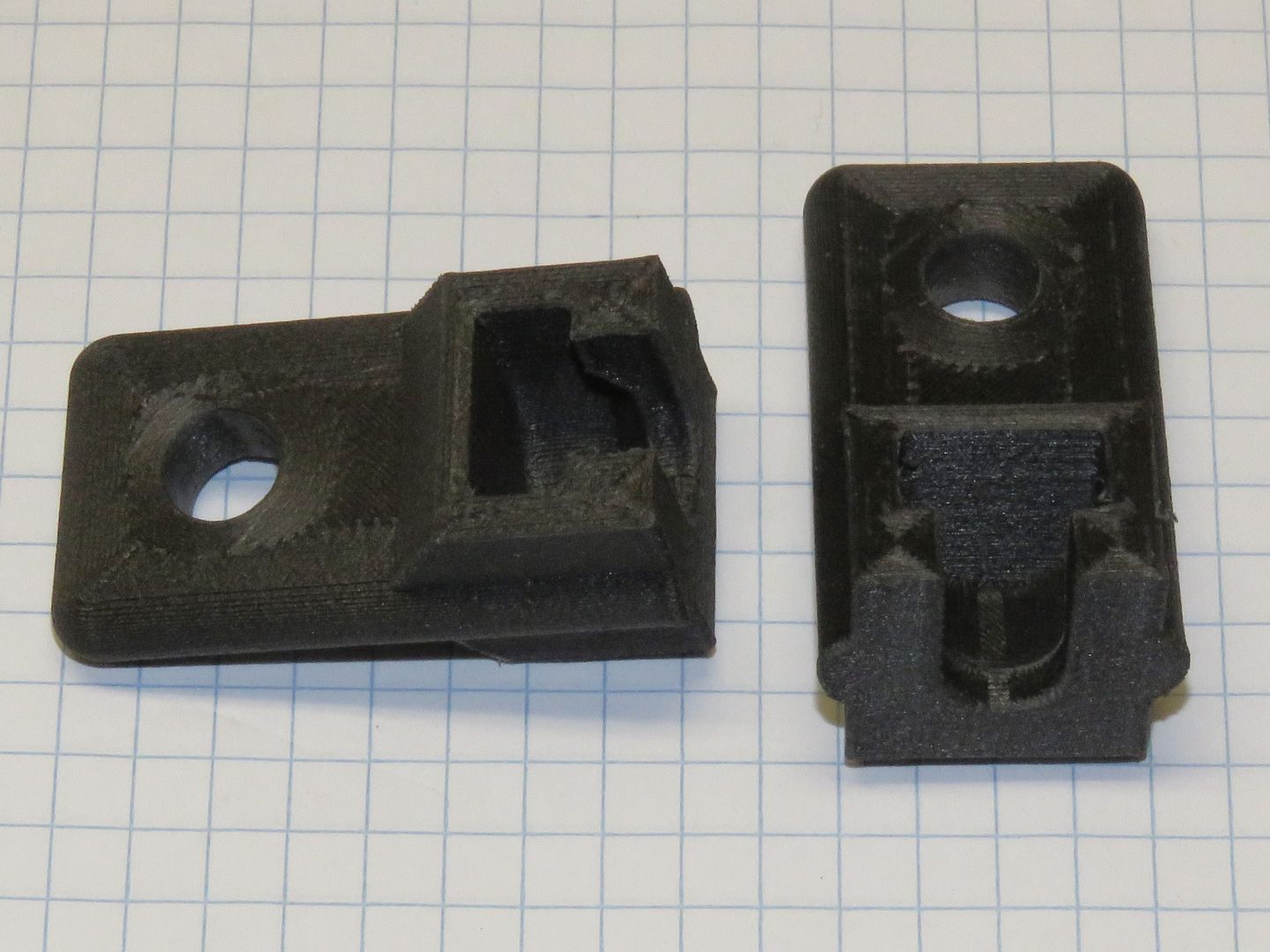
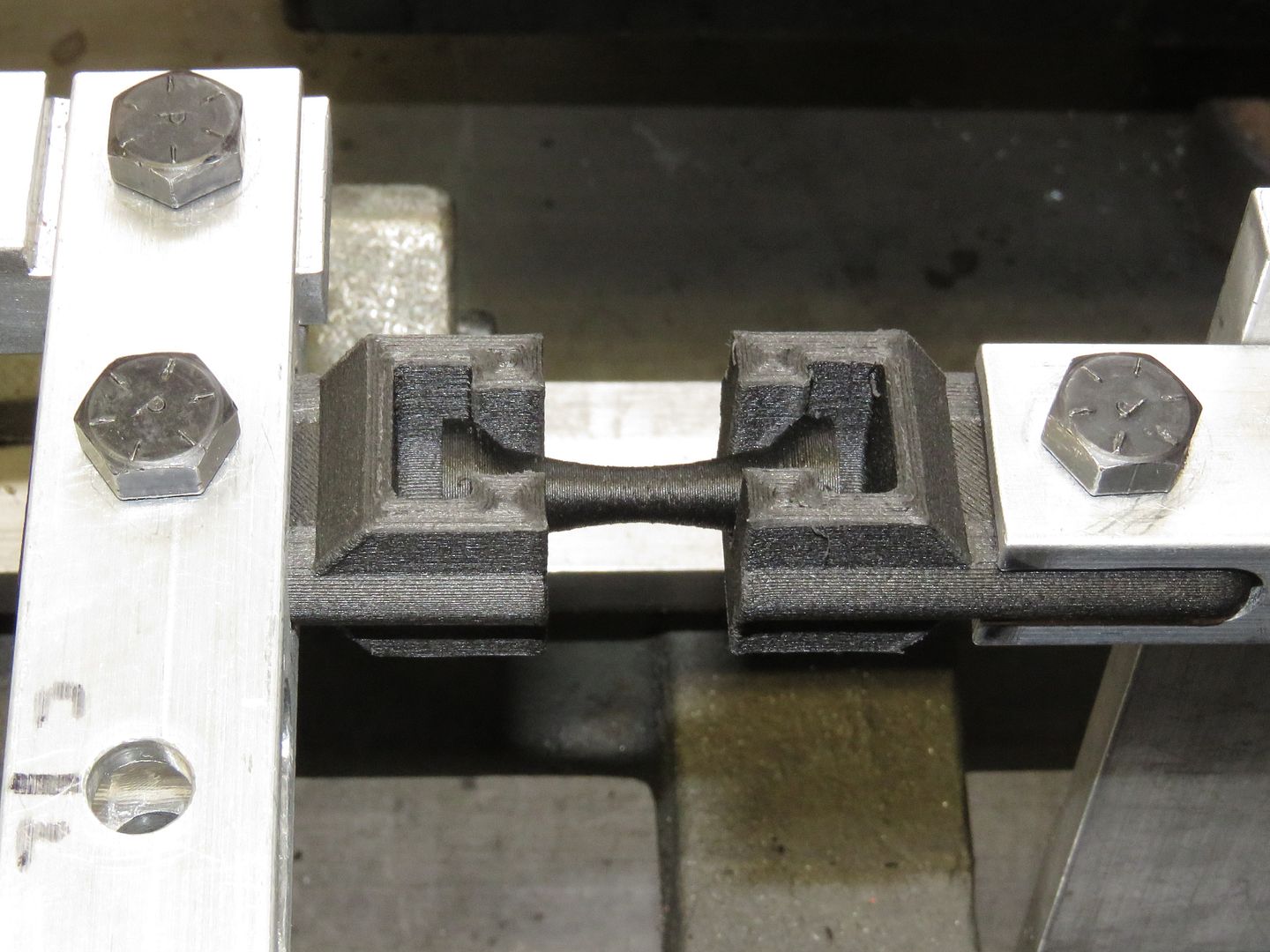
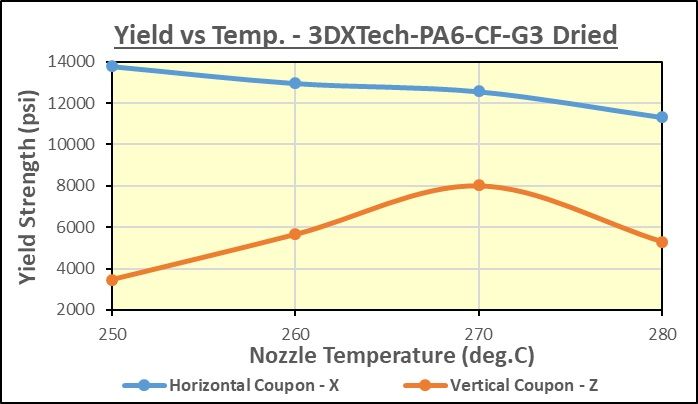
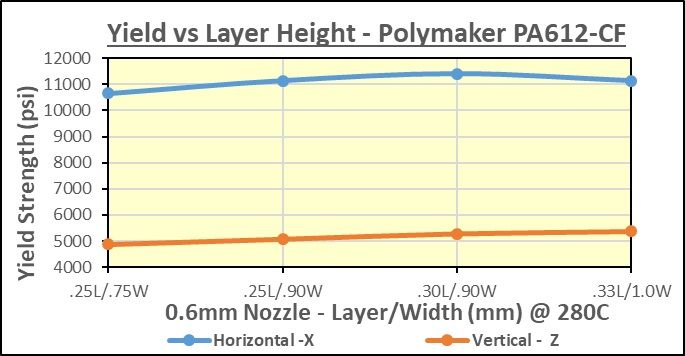
The Nylon acted a bit differently, the strength in both directions increased with greater layer height… The broken “Z” coupons showed no layer lines with the thicker samples, and a somewhat “crystalline” appearance… Next I tested two PLAs…

At a 0.20mm layer height, the strength was a lot lower… Greater strength in Z but less in X with the 0.6mm nozzle…

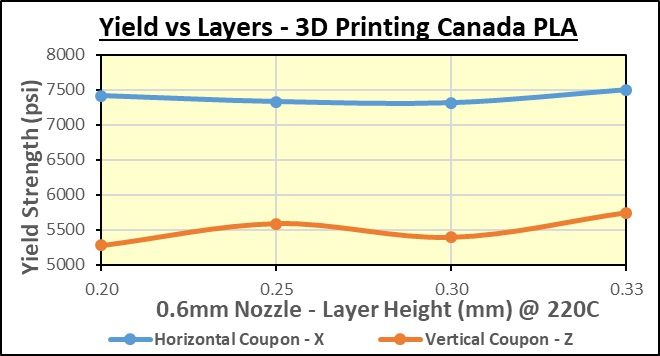
A different PLA, showing a similar graph…In both PLA tests, however, the horizontal (X) strengths were lower than what I got for the same filament when testing with a 0.4mm nozzle and 0.20mm layer height (the typical printing profile for PLA)…
Now for my conclusions… First of all, print quality depends mostly on layer height, and is basically unaffected by the extrusion width, up to 150-160%, as Stefan also found… Requirements on the appearance of layer lines will vary with personal preference and the job at hand, but the “standard quality” using 0.20mm for PLA is good enough for me, although for shallower angles (eg. on the top of a sphere), thinner lines definitely help, so the “adaptive layers” function in Cura is helpful for that… However, I am convinced that for carbon fibre filled filament, you should not use a layer height less than 0.25mm, which because of the matt finish doesn’t show the layer lines too much anyways…
In terms of the extrusion width, I have not seen any significant deterioration in print quality by using widths of 150-166% of the nozzle diameter, and it certainly speeds up the printing process and increases the strength in the vertical (Z) direction, by up to 50% or more… This seems to be a no-brainer, both stronger and faster… This means an extrusion width of 0.60mm for a 0.4mm nozzle, and 0.90mm for a 0.6mm nozzle… With some filaments there is, however, a small loss in the horizontal (X) strength, and it may really drop off above 166%…
The effect of layer height on strength is something that Stefan looked at, and his conclusions were that you wanted to stay below 50% of the nozzle diameter, that the strength decreased above that… About half of my tests with the 0.6mm nozzle confirmed that (ie maximum height of 0.30mm), the rest didn’t… When using CF filaments, you just shouldn’t use anything less than 0.25mm, IMO… In many instances, going to a 0.6mm nozzle lost a bit of horizonal (X) strength compared to a 0.4mm nozzle, but that may be a result of the small cross section of my coupons, which are only 3x5mm… I have a gut feeling that in the horizontal (X) direction, lots of small lines, rather than a few larger ones, give greater strength, up to a point… This may be the reason for the decrease in strength using a larger nozzle… In the “Z” direction, however, where layer-to-layer bonding is critical, the higher pressure caused by a 150% (of nozzle diameter) extrusion width is also increased by a small layer height, but once you go above a certain height, that pressure drops and you lose strength…
So, remarkable increases in layer bonding strength can result from using 150% extrusion width, and if you go to a 0.6mm nozzle of course the printing time drops by about a third… If you combine the two, you can print in less than half the time than with a 0.4mm nozzle… Here are some suggestions you might like to try…
Non CF filled filament
0.4mm nozzle…0.20mm layer height with 0.60mm extrusion width…
0.6mm nozzle… 0.25-0.30mm layer height with 0.90mm extrusion width…
Carbon fibre filled filament
0.4mm nozzle… 0.25mm layer height with 0.60mm extrusion width…
0.6mm nozzle… 0.25-0.30mm layer height with 0.90mm extrusion width… for faster printing, 0.33mm layer height with 1mm extrusion width…
Bob