Yes I am New to the 3d printing world.
I picked this up without any software or instructions.
He said he used it once or twice about 2 years ago.
I believe the 2 yrs, Had to blow a lot of dust off.
I broke the Z axis mount After these runs, I somehow pulled a wire off the z limit
switch, Fixed. (Trying to figure out how to make a new mount in Free cad) (yes another
newbie brain melt lmao)
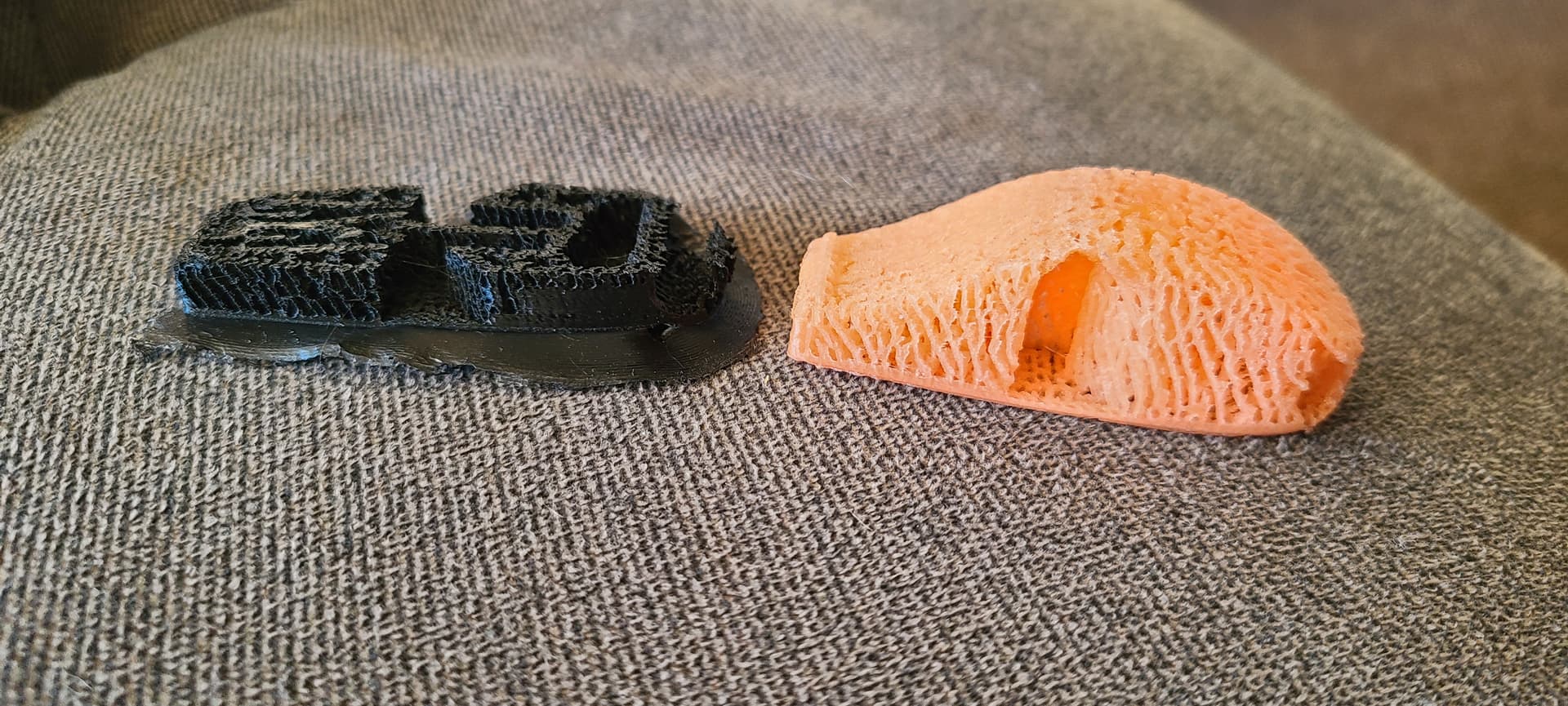
It came with rolls of pla (orange) and abs (green) and a sdcard with 5 gcode files on it.
A Few Hours on Youtube Later. Haven’t found the one that explains this!!!
Cleaned up the Wiring nightmare, leveled the table, plugged it in, loaded the pla.
Ran these off the sdcard
I noticed on the rolls the pla had 210°C and the abs had 200 to 240°C
I figured out how to change the temp and speed while running, I made multiple runs.
Changing temp, speed, filament.
Learned if you don’t push the filament tube in far enough it Jams.
Figured out how to clear that quick enough.
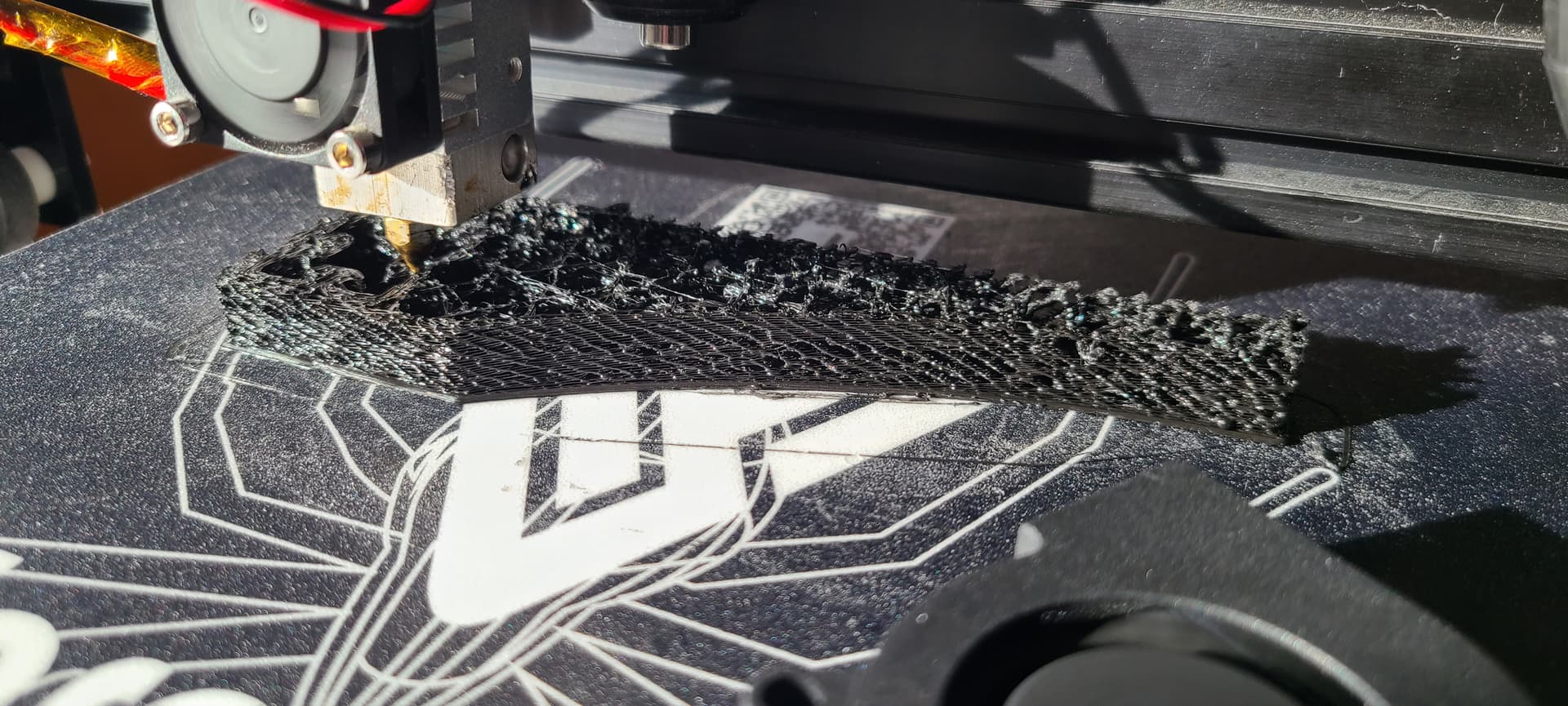
With the cooling ducts for the 1st few layers extruder motor would jump (like when the tip was
plugged) then it would be fine for the rest of the run.
I adjusted the table lower (just in case it was too close) made no difference with the jumping.
Looks like some calibration is in order. Sounds like you already know how everything works so here’s guide that’s pretty complete to fix everything else or expose the issues On the old pla. Maybe get a new roll to get started. Old filament can have problems like water absorbsion, best to start with new.
That Would be So Nice if that was my only problem!!!
No I’m not holding my breath lol
Good thing I have a roll coming tomorrow from Amazon.
So 2 years is a Bit old Eh?
Roughly how long are they good for
I’ll check out the link tomorrow
i’m with @Glenn a new roll eliminates a lot of issues. ASA produces fairl toxic fumes. It should be used with good ventilation to the outside. PETG is a safer alternative. That said it is on the top temps for the teflon tubes used inside the hot end. Teflon also is toxic if burned. PETG is fine occasionally with the stock set up but if you want to run a lot a change might be wise.
The issue looks like under extrusion. Not enough plastic being squeezed out. Before you calibrate make sure it is not a nozzle jam. Check the menue for extrusion move use the move commands to lift the extrude up (Z move) then extrude a string of lastic it should be smooth and generally consistant size. Not super wispy. If it is you may need to change the nozzle and clear the hot end.
Ok
Now I have many more questions as to which one is the best to use and for what!!!
The tip is clean lol, I Know that now after learning How far the tube must go in. It looks
like a 0.4.
I’ve ordered a package (0.2 .3 .4 .5 .6 .8 1.0) Just in case and for whatever project I find
yes sure. once you know the way it’s supposed to act then yes that’s a good way to dry them. You may in the end find they are ok or acceptable but not chasing your tail for hours is worth the new roll.
Start with new roll of PLA filament. As previously mentioned most filament types absorb water from the air and become difficult to print. A new roll is not guaranteed to be dry, but it’s more likely.
Put the ABS on the shelf. It’s a more advanced filament type that requires more stringent conditions to print successfully and it produces toxic fumes when printing that requires ventilation. You will need an enclosure for the printer to surround the print with a higher, more stable temperature environment and you’ll need a way to either vent or filter the fumes. Master PLA first; it’s the easiest to print with.
Do not dry our filament in an oven unless you KNOW your oven has good low temperature control.
Generally, you are drying your filament at 50C to 80C and few ovens can be set reliably at those temperatures. That’s why there is a market for dedicated food driers for this job. There are also dedicated filament driers. I would hold off on buying either until you know the printer is working and that you personally have the patience for dealing with 3D printing. It’s not a turn-key process and it’s sometimes painfully slow, so make sure it’s your thing before you go throwing more money at it, beyond a new roll or two of PLA filament.
You said the extruder was skipping but it didn’t matter what height the bed was at. That’s unusual. To verify it, raise the print head several cm’s and use the control panel to extrude a few cm of filament. Does it still skip? Skipping is almost always caused by a clog within the nozzle or too much back-pressure as a result of printing too close to the bed. Printing no where near the bed will eliminate the back-pressure question. If it still skips, check the nozzle, but also check the extruder. I don’t know about the Tarantula, but some models of printer were notoriously built with plastic extruder levers which would crack but not break off. Once they cracked the lever could no longer apply enough pressure to the filament to get a good grip so it would extrude in air but could easily start skipping under otherwise normal printing conditions. Also, the teeth of an extruder can sometimes get clogged with plastic which also reduces their grip. Make sure the extruder gears are clean.
I ment the inside is free of obstruction. If you send time doing calibration and there is an obstruction it will not work or it will but when it changes it will need to be done again.
With Only 1 of 4 prints it would skip for a few layers then stop. If I ran the again unplugged the z (plugged in a spare motor, not sure if damage can be done to controller) and raised z there was no problem.
There is no obstruction, I removed the nozzle and feeder tube and could see right through
I understood what you said lol
I didn’t push the tube in deep enough and it collected and solidifed and blocked it. I realized that once I pulled the tip and tube and pushed out the plug.
Filament holder is on a serious weight loss program
I haven’t had a chance yet go go through What Glenn
suggested.
Looks like some calibration is in order. Sounds like you already know how everything works so here’s guide that’s pretty complete to fix everything else or expose the issues.
1mm nozzle is way big. most of these printers aren’t made the serve that much material without a lot of tuning. Now that it’s on there can you tell us what your settings were? in particular print speeds and temperatures?
I’m thinking this is so under extruded because it’s printing too fast. Also maybe get a test cube to print. The teaching tech stuff is generally made for 0.4mm nozzles.
Under extruding and nozzle size have little to do with each other. As Glenn said it is hard for a regular extruder to keep up. It is having a caulking gun that isn’t putting any pressure on the plunger. How large or small the hole is won’t change anything until the plunger applies pressure.
As the others have said, 1mm nozzle is pretty big, but it can be used. Male sure your slicer knows it’s useing a 1mm nozzle though.
Defidently underextruding but your working in a good forward direction. Good first layer, as for the underextrusion, it could be a few things.
1 correct slicer nozzle size.
2 if useing the 1mm nozzlr you likley will need to bump the temperature to compensate for the amount of material being used. This will most likley be a trial and error thing. Id reccommend doing a temperature tower which IIRC teaching techs calibration page that @Glenn suggested should have, but i think its set for a .4mm nozzle. Though setting up your own temperature tower (im most familiar with cura) isnt too tricky. Just start at a higher temperature and work your way down till it either fails or finishes.
Id check e steps or flow control. Again skim through and try the calibration page as it will defidently put you into a good direction.